















Contributing Writer
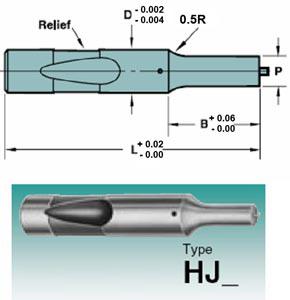
Figure 1 Spring Ejectors and Air VentsImages courtesy of Dayton Progress
Slug pulling, which occurs when scrap metal—the slug—sticks to the punch face upon withdrawal and comes out of the button, or lower matrix, is a serious problem that can damage parts and dies. Various methods can help reduce the occurrence of slug pulling.
Putting air vents in cutting and piercing sections most likely will not completely stop cutting slugs from pulling, but it's a good start. This is because trapped air that creates vacuum pockets is a major cause of slug pulling. It is good die-building practice to drill air vents in all cutting punches whenever possible, especially if they are piercing punches.
A common, popular method for preventing slugs from pulling is to use a pierce punch with a spring-loaded ejector pin. However, this method is effective only if the punch is large enough to accept a spring pin.
The spring-loaded pin pushes slugs from the punch point and into the matrix. Keep in mind that to maximize the spring pin's effectiveness, it must be accompanied by an air vent. This can be achieved by drilling an oversized hole for the pin and allowing the trapped air to escape around the spring pin.
Spring pins work well in large dies containing large pierce punches, but they do not lend themselves well to small-die, high-speed operations. Many commercial punch manufactures can provide these types of punches for you. Some commercially available punches even have a special wire retainer that allows the maintenance technician to depress the spring pin, lock it in place with a specialretention pin, and grind the punch with the spring depressed. This capability allows the punch to have the same amount of spring travel as a new punch (Figure 1).
Although reducing the cutting clearance shortens the life of the punch and matrix, it helps minimize slug pulling. This is because reducing cutting clearance forces the slug in compression during cutting. After the cutting is completed, the slug decompresses in the matrix for an interference fit.
For short-term runs and low-production parts, reducing the clearance may be your answer; however, for high-production dies, it is recommended that you use an engineered cutting clearance combined with an alternate method for slug retention.
Many commercially available inserts orbuttons can help address slug pulling problems. Some common commercial names are "slug huggers" or "slug-control buttons" (Figure 2).
A slug-control button consists of two small slots machined at an angle in each side of the matrix. These slots cause a burr to be generated on the slug. The burr is forced downward at an angle, wedging the slug in the matrix.
A slug-hugger button has barbs in the matrix that impale themselves into the slug. Both of these methods work well and are highly recommended.
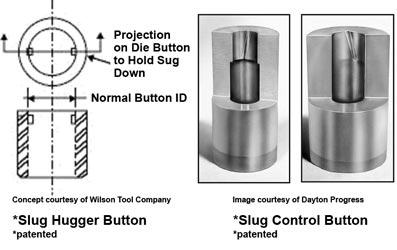
Figure 2 Commercial Slug Control Buttons
A reverse-tapered "bell mouth" button also works well. Most die buttons have a bell mouth taper machined into them, with the hole diameter increasing toward the bottom of the button. Although it may seem strange to use a button with a hole in the matrix that gets slightly smaller as it nears the clearance opening, this is an effective slug retention method. The reverse taper holds the slugs incompression in the matrix. Keep in mind that in most piercing operations, 0.0005 inch to 0.001 in. is more than sufficient taper. Too much taper and compression can cause the matrix to split (Figure 3).
Commercially available vacuum units can be incorporated in your piercing operation. These units create a vacuum and pull the slug downward into the matrix. In a pinch, try a simple wet and dry vacuum. In my experience, it works fairly well. However, keep in mind that these vacuums typically are not meant to run for hours and hours. Even the higher-quality models burn up quickly.
Although it may be somewhat crude, using a weld spatter technique on the inside of a button can be a relatively effective slug-pulling remedy. Commercially available deposit machines work best to execute this application. These special deposit machines deposit tiny barbs on the inside of the button. These barbs impale themselves into the slug and help prevent it from pulling upward.
These portable application machines have significant advantages over ordinary weld spatter. First, they can deposit tungsten or vanadium carbide on the button surface, which decreases button wear and increases slug-retention life. Second, the deposits can be made accurately with as little heat as possible. This helps to reduce tool steel and button damage. Deposit amounts can be carefullycontrolled.
Keep in mind that each cutting and piercing operation may require a different slug pulling method. The key is to remember that one pulled slug is one too many. Even a single pulled slug can result in extensive die damage. Don't risk ignoring the issue: An ounce of prevention is worth a pound of cure!
Editor's Note:
Part I provides an introduction to stamping.
Part II covers various forming operations.
Part III discusses several production methods used to make stamped parts.
Part IV and Part V cover common stamping die components.
Part VI explains specialty die components.
Part VII provides an overview of metals used in stamping, and Part VIII continues this discussion.
Part IX covers the mechanical properties as well as behavioral characteristics of metals.
Part X begins an in-depth look at the metal cutting process.
Part XI defines slug pulling and common causes.
Part XII describes methods for resolving slug-pulling problems.
Part XIII discusses various specialty metal cutting methods used in stamping operations.
Part XIV explains fineblanking and GRIPflow®.
Part XV describes several bending methods—wipe, coin relief, pivot, and V bending.
Part XVI continues the discussion of bending in stamping operations, focusing on rotary and reverse U bending. It also addresses the advantages and disadvantages of rotary bending.
Part XVII discusses the fundamentals of drawing and stretching.
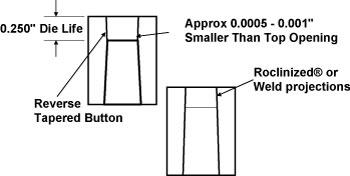
Figure 3 Alternate Slug Control Buttons



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





