















Contributing Writer
Selecting the proper blank size and profile often is critical to achieving a successful stamping process. Attempting to form a part’s geometry with the incorrect blank size or shape can result in splitting or excessive thinning. The blank shape also affects the consistency of the trim line tolerance. You must carefully consider the part’s tolerance, the amount of material being used, and how the blank size affects the drawing ratio and the amount of springback that will occur.
Although blanks come in many configurations, only three fundamental types are used in sheet metal stamping: fully developed, partially or semideveloped, and undeveloped.
A fully developed blank (see Figure 1) is shaped so that after it is formed, it will not require any additional trimming operations. The net shape of the part is already established.
Because of normal sheet metal variables, such as small differences in mechanical properties, thicknesses, and frictional values, using a fully developed blank often results in mild to severe variation and inconsistency in the edge dimensions (trim lines) of the part. When severe drawing and stretching are used to form the part, something as simple as mixing and applying the forming lubricant can result in significant trim line inconsistency.
A fully developed blank typically is susceptible to high springback because there’s no additional metal in the blank to constrain. To reduce springback in a part, you must permanently deform the metal using stretching, drawing, or compressing, but these operations can be performed only when additional metal is available outside the actual product.
One advantage of a fully developed blank is that it can reduce material consumption and tooling cost. Because the blank does not require any extra material to make the part, it can be smaller to begin with, and trimming dies can be eliminated. Fully developed blanks lend themselves to simple geometry, so they can be formed with mostly simple bending, flanging, and embossing processes.
A partially or semideveloped blank (see Figure 2) is shaped so that just enough material is used, allowing for minimal material trimming later. This type of blank is used for parts with small trim tolerances. A semideveloped blank requires slightly more material to produce a part than a fully developed blank, and secondary trimming is required.
When a part must be drawn, the blank must be shaped with the blank edge close enough to the forming punch to allow metal to flow inward toward the punch. This relationship between the punch and the blank edge is known as the limiting drawing ratio. Consider how an axial symmetrical cup is drawn. For the larger-diameter round blank to become the smaller-diameter cup, the metal must flow inward toward the centerline of the cup at the same time it compresses. If the compression is controlled between the die face and a pressure or drawing pad, the result is a part with a flat flange.
Metal in compression has a great resistance to flow. If there is too much surface area outside of the punch, the metal will resist flowing inward, resulting in excessive material stretching and possible splitting. Although somewhat conservative for some materials and excessive for others, a good rule of thumb is to use a blank no larger than two times the punch diameter. The same guideline applies to the corners of a square or rectangular drawn shell.
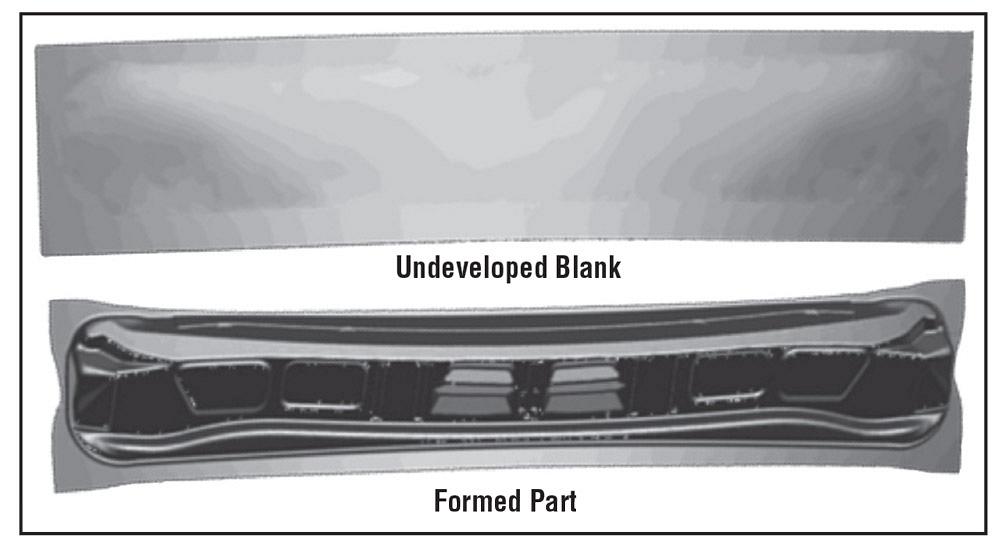
An undeveloped blank (see Figure 3) starts off as a basic shape such as a square, rectangle, trapezoid, or any other shape that can be created using straight-line cuts. You can use a simple shearing die to cut a special shape from an undeveloped blank— there is no need to purchase a special blanking die.
Figure 1
A fully developed blank is shaped so that
after it is formed, it will not require any
additional trimming operations.
An undeveloped blank often is too large or too far from the punch to allow metal flow to occur, and this can result in splitting. Like semideveloped blanks, undeveloped blanks require secondary trimming.
Blanks also can be fully developed in certain areas and partially developed in other areas. This allows the process engineer to hold tight tolerances in areas of the part that require them and save material and the cost of additional cutting operations in areas that have greater tolerance.
Don’t underestimate the impact of the blank size and shape. All too often, the need for materials savings overrides the ability to make a good part. Avoid sacrificing part quality and creating scrap to save a few pennies in material cost. Use just what you need—no more and no less.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}