
















Contributing Writer
As a professional consultant, I find it both amusing and frustrating how many times dies are accused of being “bad.”
Certainly, poor-quality dies exist. In my career I’ve seen dies that are well-engineered, precision tools, and I’ve seen dies that might as well have been made from sawdust and Elmer’s® glue. However, just because a die fails to produce an acceptable part does not prove it is a poor-quality die.
The die alone is not solely responsible for making a good (or bad) part. To make an informed, data-based decision about a stamped part, you have to consider all the factors that make up the stamping system. It takes the right combination of many different factors to produce a successful stamped part.
While the dies do not bear sole responsibility for a part’s success or failure, the final results do rely heavily on their performance. Dies must be engineered and built to withstand the shock generated during metal cutting and forming. They must be made of properly heat-treated tool steel to resist wear, and certain sections of the die must be built to exacting specifications and tolerances (see Figure 1). They must include a quality guidance system, and the steps needed to produce the part must be incorporated into them. Cutting back on the number of operations needed often results in failure.
The cutting and forming sections must be properly aligned and fastened to the die shoe so that they can be removed readily for maintenance and reattached in a precise manner. Certain parts of the dies often need to be highly polished or coated with antiwear or friction-reducing tool steel coatings. The dies often must contain quality springs and punch retainers as well.
A foolish man once told me: “Dies make parts—presses don’t.”
The simple truth is that you can put a carefully engineered, precision-built die into almost any press that is big enough to hold it, but if that press is not designed, built, and maintained properly with respect to the die requirements, you likely will have failure.
To make a good stamped part, the press is just as important as the dies (see Figure 2). The press must have adequate tonnage or force to perform the necessary work without severely deflecting or bending. The ram and the bolster surfaces must remain parallel during the entire press stroke, and the ram speed must not exceed the material’s ability to flow.
The press often needs to be as vibration-free as possible, especially in high-speed stamping operations. Like the dies, it must be engineered and built to withstand the shock that will be incurred during metal cutting and forming operations. It must have a bed large enough to accept the entire die length. The ram of the press must be precisely guided so that there is very little side-to-side motion of the ram.
After the dies, it seems the sheet metal is the most common scapegoat.
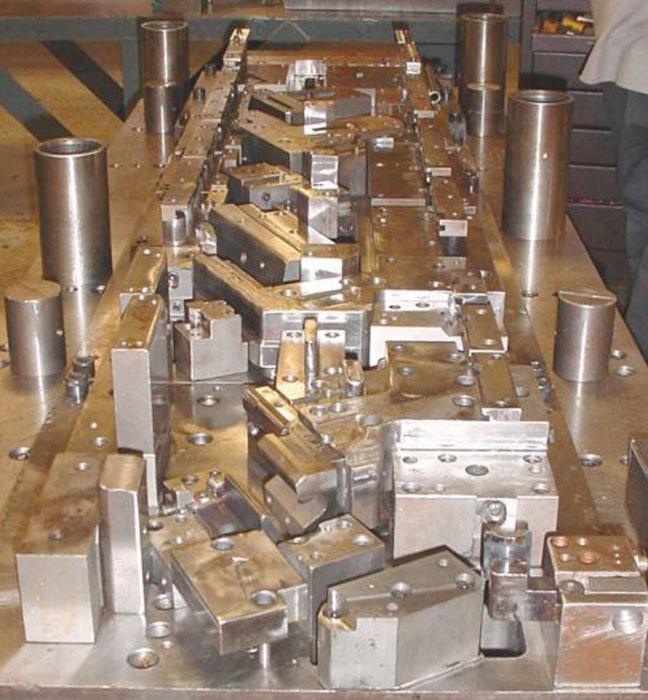
Figure 1
Dies must be made of properly heattreated
tool steel to resist wear, and
certain sections must be built to exacting
specifications and tolerances.
The sheet metal must have the proper mechanical ability to be formed and cut to a specified geometry without splitting or cracking. It must be strong enough to satisfy the product durability requirements while exhibiting certain corrosion resistance or electrical properties. For some applications, such as an automotive grill, it also must meet cosmetic requirements.
Key material properties to confirm when forming and cutting sheet metal include the type of metal, yield and tensile strength, elongation, topography, and thickness. In many cases, you’ll also need to know the metal’s n value, r value, and chemistry.
The lubricant type and application method you use are very important. Using the wrong lubricant or applying it incorrectly can result in premature die wear, as well as part failures such as splitting or cracking.
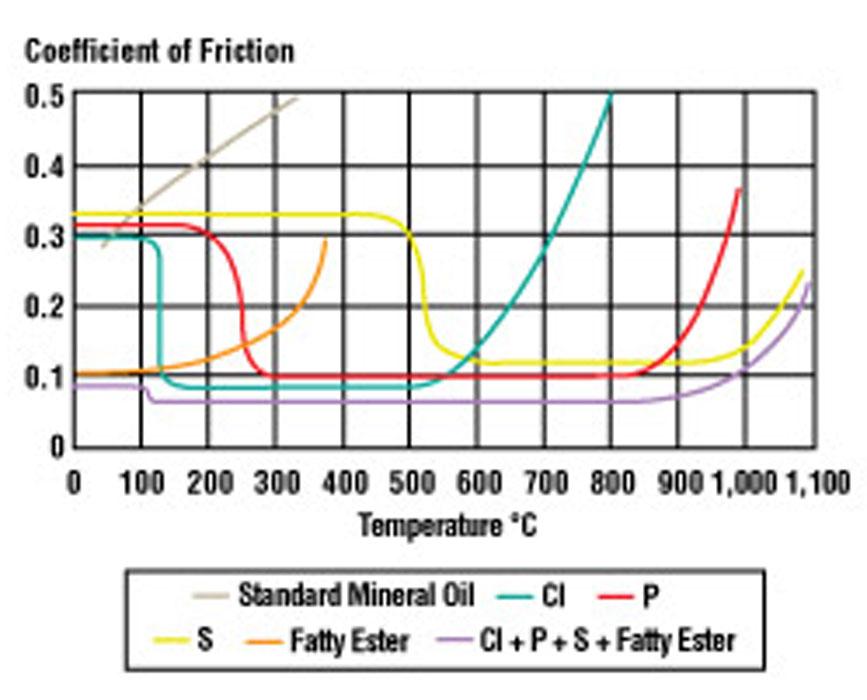
The lubricant must contain additives to reduce friction when the forming temperatures increase (see Figure 3). Metals such as high-strength steel create more friction when being formed, which generates more heat. Additives such as chlorine react at these high temperatures and reduce the friction.
The coil straightener removes coil set—the natural curvature in coiled material—from the metal. In the straightener, the material passes through a series of rollers that bend it in the opposite direction from the coil set, making it as straight and flat as possible so the transfer and progressive dies can feed effectively. Improper adjustment of the straightener can result in feeding problems and difficulties in obtaining the correct product geometry. Too much wave or curl can end up in the product as a low spot or cosmetic defect.
Once the material is flattened, the feeder moves the strip at precise increments into the dies, maintaining the correct material position (see Figure 4). It grips and releases the material at specified times during the press stroke—an especially important function when running a progressive die. If the progression is set incorrectly, the progressive strip can stick to the upper die, resulting in possible die damage. The progression and feed release must be set so that the pilots are allowed to locate properly and register the strip within the die. The feed-release mechanism lets go of the strip just before the pilots engage and locate the strip.
Before automatically blaming the dies for poor-quality parts, be sure to consider all the stages when troubleshooting a stamping process. The key is to understand how each factor fits into the system.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}