















Contributing Writer
One of the questions I get asked most frequently is “What is the best tool steel?”To me, that’s like asking, “How long is a piece of string?”
There is no “best” tool steel. To choose the appropriate tool steel for a given application, you need to consider all of the situations and forces to which the tool steel will be subjected. And remember that the best tool steel for application X may be the worst tool steel for application Y.
Tool steel is any ferrous metal that contains enough carbon and/or alloys to allow it to be hardened. Although hundreds of different types of tool steels are available, they fall into three basic groups defined by the quenching medium that is used to cool them:
Most modern tool steels contain various alloys. An alloy is any homogeneous mixture of two or more metals that together enhance the metals’ chemical, mechanical, or physical properties. Common alloys are chrome, vanadium, silicon, manganese, tungsten, and molybdenum.
Numerous factors contribute to the life expectancy of tool steel (see Figure 1).
Design. Tool steel section thickness and size, as well as the rigidity of the mounting or supporting surface, affect tool durability. Thinner, unsupported tool steel sections are prone to deflection and cracking.
Complex and intricate wire-burned sections often are difficult to support fully; making them thicker can help them resist deflection. Sections with sharp corners are more likely to crack under load. Use large fillets whenever possible.
Steel Type. The grade and hard-ness of the tool steel are critical. Many tool steels contain carbide pools. Their size, shape, and distribution affect the tool steel’s impact toughness and wear resistance. For instance, extremely hard, high-wear tool steels often are poor candidates for applications requiring good shock resistance.
Heat Treatment. The quenching medium, temperature, and time the tool steel spends in pre- and post-heat treatment operations are critical. Every tool steel type has a critical temperature it must reach before quenching or cooling. Minor variations in temperatures and cooling rates can result in a tool steel section that is over- or underhardened.
Secondary processes, such as tool steel coating and cryogenic treatments, also affect the tool steel’s impact toughness and wear resistance. As in the initial heat-treating process, time and temperature are critical in these processes.
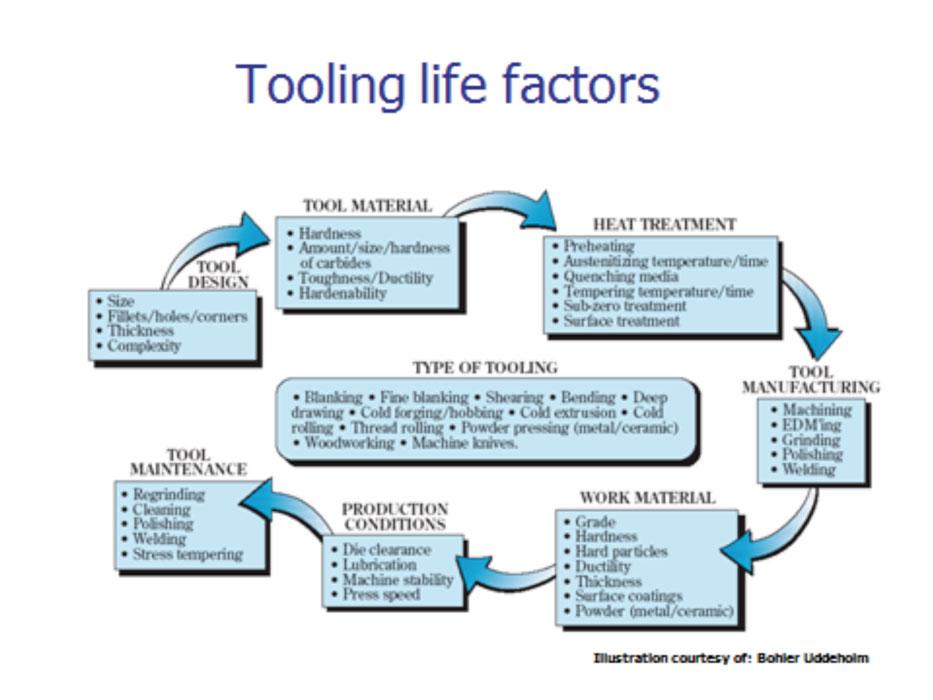
Manufacturing. Machining proc-esses such as milling, drilling, and grinding can introduce stress into the tool steel section. You can reduce stress buildup by using the proper cutting tool type, speed, chip load, and coolants.
After postmachining processes such as wire EDM and hard milling, you might need to stress-relieve the tool steel section. Postmachining stress relief usually is performed at about 50 degrees F below the final tempering temperature of the tool steel. To reduce heat and stress buildup during grinding, be sure you are using the right type and grade of grinding wheel. Burning a tool steel section while grinding may result in microcracking or heat checking defects.
Grade of Material Being Cut.Needless to say, harder materials such as advanced high-strength steels (AHSS) and aircraft alloys such as titanium are very abrasive and require greater forces and loads to cut and form. In such a case, you’ll need high-performance tool steels. While a simple grade of D2 may be sufficient for deep drawing of low-carbon steel, special grades such as powdered metal sometimes are necessary to deep draw higher-strength steels and alloys.
Keep in mind that tool steels and grades of sheet metal with similar characteristics often will cold weld together when subjected to high friction and heat. This type of failure is referred to as adhesive galling or surface-to-surface migration.
Production Conditions.The press type, stability, speed, and rigidity contribute to the shock load, alignment, and deflection of tool steel sections. Poorly maintained or sloppy presses can contribute to poor cutting and forming conditions, which can result in premature tool steel failure. Insufficient or incorrect lubricant can result in excessive heat buildup and tool steel galling.
Many factors contribute to the life of tool steel sections. To choose the best tool steel, you must take into consideration all of the factors, including cost.
Before replacing a tool steel section, try to determine the type of failure that caused you to replace it. Make a selection based on the failure mechanism or type.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





