















Contributing Writer
Pressure pads are critical to the success of a stamping operation. These pressure-loaded plates, either contoured or flat, perform the function of holding, stripping, or controlling metal during cutting or forming.
Although there are many specialty pressure pads, they can be broken down into three basic types:
1. Stripper pads hold the metal down during cutting or piercing. During the metal cutting process, the metal has a tendency to stick to the sides of the cutting punches. The stripper pad holds the metal tight to the die to prevent the metal from sliding or moving on the die during cutting. It also helps to prevent the part from distorting during cutting, and the downward holding pressure it supplies allows the cutting punches to withdraw or strip from the metal part during the return press stroke. They get their holding pressure from coil or gas springs (see Figure 1).
2. Gripper or holding pads hold the metal down during forming operations such as bending or flanging. Like stripper pads, gripper pads get their holding pressure from coil or gas springs (see Figure 1).
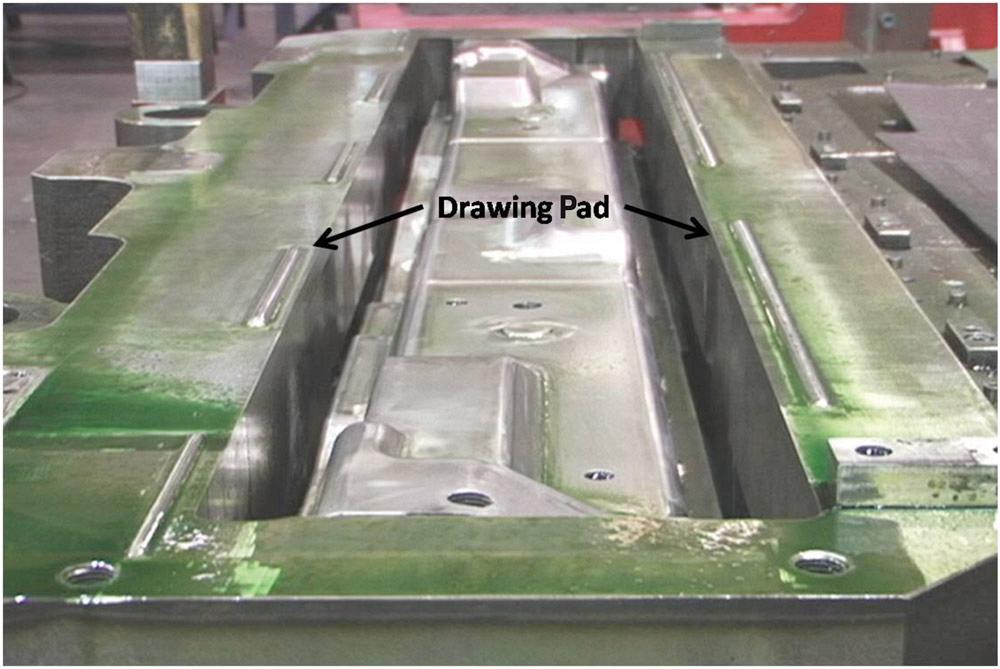
3. Drawing pads (see Figure 2), also known as blank holders, binders, and pressure rings, control metal flow during drawing and stretching operations. Unlike with most pads, the shape and surface finish of the drawing pad and the amount of pressure it exerts are critical. With the exception of very small parts or parts made from soft metals such as aluminum, drawing pads rarely get their pressure from coil springs. Coil springs often don’t have sufficient travel or force to keep the metal from wrinkling during the drawing process. Instead, drawing pads get their force from an external pressure source, such as a press cushion.
Stripper pads should be shaped with respect to the shape of the part. In other words, if the part is completely flat, the pad must be flat; if the part is contoured, the pad should be contoured to fit the shape of the incoming part. The die must be shaped to the opposite side of the metal.
If your goal is to trim the perimeter of a contoured part, the only area of the part that must be held in place is that perimeter. Therefore, the center of the pad, which meets the center area of the part, is not critical. Relieving the center area of the pad helps to reduce fitting time and concentrates the holding forces in the area that is functioning.
Depending on the volume and type of parts being made, the stripper pad may be made from tool steel, cast iron, or mild steel. Larger automotive dies, such as body panel dies, usually use cast or mild steel pads, while high-volume progressive dies typically use pads of mild, prehardened tool steel or conventional tool steel, such as 4140.
The same basic rules of steel selection apply to gripper pads as well.
Unlike stripper and gripper pads, drawing pads typically are made from hardened tool steel or, in extreme cases, solid carbide, because they are subjected to a great deal of friction created by the metal sliding across the pad surface.
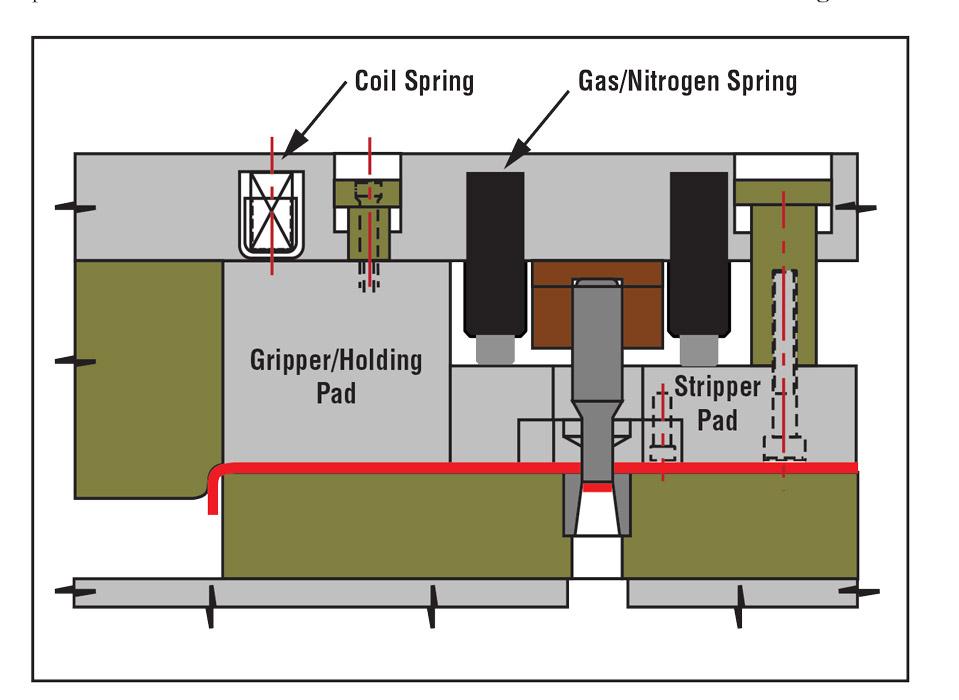
Figure 1
Both stripper and gripper pads get their holding pressure from coil or gas springs.
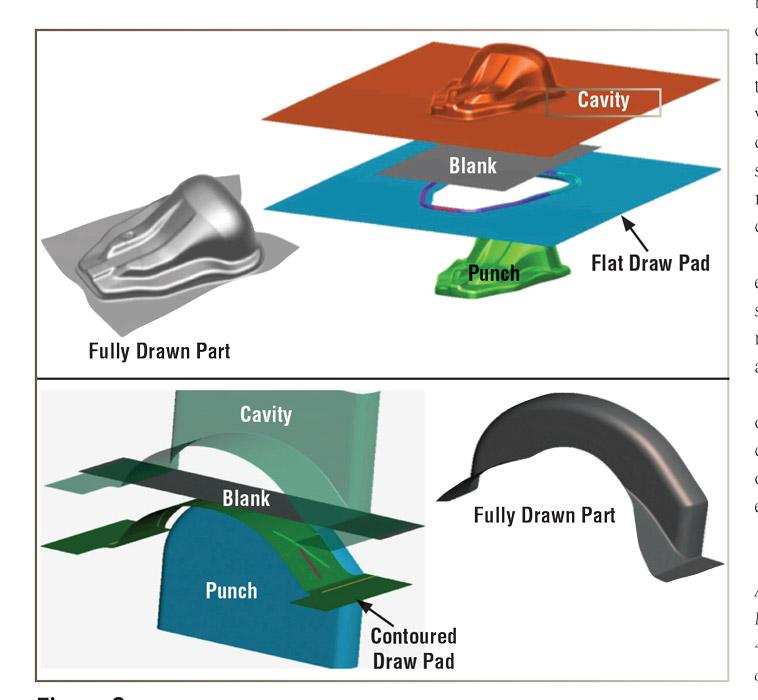
In many cases the shape of the drawing pad is similar to the part profile (see Figure 3). For contoured parts such as automotive body panels, the shape of the pad, or binder wrap, is the shape that the metal takes when being formed to the pad. Using an incorrect wrap with a poorly developed shape can result in splits, wrinkling, and surface defects, as well as wasted material and poor punch contact conditions.
All pressure pads should be thick enough to resist severe deflection. A severely deflecting pressure pad may not apply the necessary force in the area of the die.
Die success depends on many other pad design features than those covered here. Watch for discussions of those critical features in future editions of Die Science.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}