















Contributing Writer
Part I of this two-part series explained how every material used in stamping has a given tolerance and discussed stress and strain, two variables that affect metal drawing and stretching. This article examines the variables that affect the amount of stress and strain that occurs in a stretched or deep-drawn product.
Many factors contribute to the amount of friction that occurs between the sheet metal and the die in a drawing or stretching operation. However, nothing affects friction more than the lubricant used.
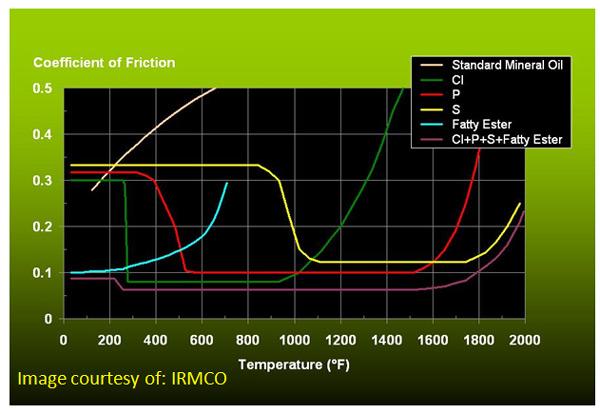
Numerous types of lubricants can be used in metal stamping operations. Most have special additives that allow them to change their frictional value with respect to heat. For example, chlorinated lubricants (those containing chlorine) have a much lower coefficient of friction when heated to about 350 degrees F than when they are cool. Because a great deal of friction is required to create enough heat to activate the chlorine, these lubricants are best-suited to deep drawing and forming higher-strength steels. When insufficient heat is generated, the lubricant performs poorly. In addition, although chlorine needs heat to react, too much heat causes it to burn off (Figure 1).
With a basic understanding of lubricant behavior, it is easy to see why some dies may perform well when they are warmed up and others may perform poorly after warming. Those dies that run better after warming up may be reaching the ideal activation temperature of the lubricant additive, while the die that runs poorly may be reaching temperatures that cause the lubricant to burn off.
You must carefully consider the amount of heat that will be generated when choosing a lubricant. Also keep in mind that the amount of friction created controls the amount of stress and strain that occurs in the stamping. Stress and strain control the part’s finished geometry.
Inconsistent friction = Inconsistent strain =Inconsistent stress = Inconsistent part geometry
Although they are the most influential, lubricants aren’t the only contributors to friction. As the die warms up, punches and dies also heat up. This causes them to expand thermally. Thermal expansion of die components results in smaller clearances between working die sections.
For example, let’s say you are deep drawing a part that is made from 0.100-in.-thick metal. Although the clearance between the forming punch and the die cavity may have been engineered and built to be 0.100 in., after the die heats up and the punch and cavity expand, the actual clearance may be only 0.098 in. This seemingly small clearance difference can cause the metal to be ironed in the die. Attempting to reduce the metal’s thickness by squeezing it even 0.002 in. thinner generates significant heat and friction that can cause lubricant failure, scoring, galling, splitting, and other undesired effects.
Even if the thermal expansion does not result in failure, it greatly increases the amount of strain and stress generated. To prevent the dramatic effects of thermal expansion, it sometimes is necessary to flood-lubricate the forming sections, or in rare cases, even cool the punches and dies by running a cooling agent through them.
Remember that heat causes thermal expansion and thermal expansion increases friction. Increased friction creates more heat, and heat changes the way lubricants react. Depending on the lubricant’s additives, the heat generates more or less friction. It’s a vicious cycle. The point is, heat greatly affects the metal’s stress and strain values and the metal forming process.
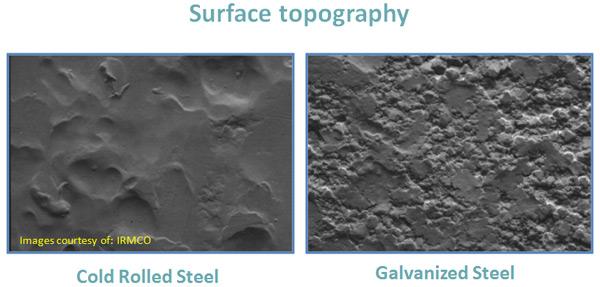
Often ignored, metal topography—a metal’s surface finish—is a big factor that affects friction. Its finish affects how the metal holds and utilizes lubricants. The ideal surface topography of sheet metal to be formed has a somewhat rough surface that allows it to hold lubricant. Brilliant metals, such as certain grades of bright stainless steel, have poor lubricant-holding characteristics, which makes them tougher to lubricate. Lubricant suppliers often are forced to use special wetting agents in the lube to help it cling to the surface of smooth metals.
The metal’s topography is created by the finish on the rollers used to reduce its thickness. For example, a rough finish on a roller produces a rough finish on the metal, while a shiny roller surface produces shiny metal. High-pressure and wear change the rollers’ finish, which then changes the finish of the metal being rolled.
Because the surface finish of the metal affects its lubricant-holding ability, it also has an impact on the frictional value between the sheet metal and the die. Needless to say, topography is yet another variable that results in different strain and stress levels (Figure 2).
Forming speed affects the way metal is strained. Think of your metal as Silly Putty® — pull it too fast and it breaks; pull it slowly and it stretches. When subjected to deep drawing, metal behaves in a similar manner.
Although some controversy exists about whether metal actually has speed limits, all metal forming professionals agree that the speed at which the metal is formed does affect the amount of strain generated. A faster speed creates more friction. More friction creates more heat. More heat can be good or bad depending on your metal type and lubricant additives. As a guideline, slower is better for deep drawing; stampers don’t draw-deep double sinks in fast crank-drive presses. In any case, changes in the metal’s forming velocity affect the amount of strain and stress generated in the part. This explains why using a different press to form a part often results in slightly different part geometries and more or less springback in strained areas.
These are just a few of the main factors that contribute to inconsistencies in drawing and stretching operations. Given these difficult-to-control variables, it’s nothing less than a miracle that metal formers achieve the levels of consistency they do. The reality is that some part designs have features and tolerances that will never be achievable. I have to admit that one of the reasons I choose to write this article is because, like many readers, I find it very frustrating that toolmakers and stampers often are expected to design, build, and maintain a tool that will produce a perfectly consistent part when all of the input variables are inconsistent. It’s like asking a baker to make a perfectly consistent cake while changing the recipe for each. Dies do not and never will correct the variability of the inputs.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}