















Contributing Writer
Tonnage monitoring equipment has been around for several decades. The early models were sometimes finicky, hard to use, and susceptible to outside electrical interference. Today's tonnage monitors are easier to install, simpler to use, and more reliable.
Many types are available to meet the requirements of various applications. Several models can teach themselves and automatically set high and low limits around a desirable tonnage. If these limits are violated, a fault occurs.
Just as a speedometer provides important information for operating a vehicle, a tonnage monitor provides important information for operating a stamping press. Without a tonnage monitor, you must guess the amount of tonnage to which you are subjecting your press and die.
A tonnage monitor can help protect your press and die from hard hits. It also can simplify die setting, because setting up to a known tonnage rather than an estimate results in fewer adjustments. The goal is to produce quality parts using the least amount of tonnage, because it saves wear and tear on the press and die.
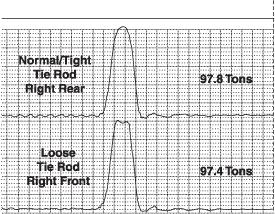 |
| Figure 1: Tonnage signatures are important for press diagnostics. These tonnage signatures show two of the four frame-mounted load sensors on a 400-ton straight-side press. Each corner has a capacity rating of 100 tons. The lower signature shows a loose tie rod. The press crown is lifting at 97.4 tons. |
During production, a tonnage monitor is an extra set of eyes that watch for problems such as change in stock thickness and hardness, part lubrication, tooling wear, stuck scrap in the die, and misfeeding.
Certainly, tonnage monitors are not intended to be the only method of die protection. However, when everything is running well, tonnage readings are consistent, helping you know that quality parts are being produced.
Because tonnage monitors check tonnage distribution and measure the effects of staggered tooling and nitrogen cushions, they can provide helpful information to die designers. The monitors also are helpful to maintenance personnel, because asymmetrical loading causes gib wear and premature failure of other press components. Loose press tie rods also are detected with tonnage measurement.
Presses are available in many different styles, as are tonnage monitors. The presses used most often for general metal stamping are either C-frame (open-back inclinable and gap presses) or straight-side presses.
Other press types, such as double-action, multiple-bay transfer, under-drive, and hydraulic, also can be monitored, and these applications should be discussed with a tonnage monitor manufacturer.
C-frame applications generally use a two-channel tonnage monitor, which provides left, right, and total tonnage measurements. For straight-side presses, four-channel monitors are used to display the total tonnage and the tonnage distribution (seeFigure 1).
Knowing the total tonnage and distribution is important because a balanced load is preferred to ensure smooth press and die operation. If you can eliminate an unbalanced load, your press and die will run better and maintenance will be reduced.
Most load sensors for tonnage monitors (also called strain gauges, strain sensors, or strain links) are designed to measure deflection. They can be used to read either tension or compression. Presses are designed for minimum deflection, which means that the shape of the press changes very little when the press is stamping parts. When properly installed, load sensors measure strain and produce an output that is proportional to the press load or tonnage.
Understanding surface strain and press styles is key to determining where to mount load sensors. For standard C-frame and straight-side presses, the two most common mounting locations are on the press frame or on the pitmans (also called connections — the linkages that move the ram up and down). Most manufacturers package load sensor kits for these popular press styles.
Frame Mounting. The frame mounting location is used in about 80 percent of job shop stamping applications. Frame-mounted load sensors measure the strain on the press frame caused by loads generated with the die. This location provides for a relatively simple installation. The load sensors are not in motion, so their life is increased.
On straight-side presses, one load sensor typically is frame-mounted on the middle third of each press column in line with the tie rod, which holds together the press bed, uprights, and crown. Some studies show that installing the load sensor on the inside of the column (facing the bed of the press) at a height at which the die closes is best.
As the press and die stamp out a part, the press frame stretches very slightly. Mounted in this location, the load sensor reads strain or tension.
On C-frame presses, two load sensors are used. The most common location is in the middle part of the C toward the front of the press, where the measurement will be in tension. Sometimes the throat area of the C is augmented with thicker steel to add strength and reduce gapping. In this case, you can mount the load sensors in the back middle of the press to measure compression.
Pitman Mounting. The second location for mounting load sensors is on the press pitmans, which are the primary load-bearing interfaces between the press crown and the slide.
This location is more sensitive to a change in load than the frame-mounted location. When mounted on the pitmans, the load sensors may require more maintenance because load sensor cables move up and down with the ram. Installation also can be more difficult in this location than in the frame-mount location.
Two load sensors per pitman (mounted 180 degrees apart) should be used to eliminate inaccurate readings caused by bending. The load sensor measures compression when mounted at this location.
A tonnage monitoring system also requires load cell calibration. Calibration involves adjusting the output of the load sensors connected to the tonnage monitor to a known load or tonnage. These load cells are measurement devices that read the correct tonnage when force is applied.
Calibration load cells are placed on the press bed and come in contact with the ram. Since the calibration load cells display true tonnage, the tonnage monitor is adjusted to match these readings. Typically, four load cells are used for straight-side press calibrations, and two load cells are used for C-frame calibrations.
For many applications, a standard peak-reading tonnage monitor is sufficient. For more demanding applications, you may have other options available.
Most tonnage monitors come with standard or optional reverse (snap-through) tonnage monitoring. Reverse load primarily occurs when piercing or cutting material. As the punches or cutting surfaces break through the steel, a tremendous amount of energy is released, which causes the ram and upper die section to bounce. These intense vibrations are transmitted through the press drive components and cause premature press, tool, and die maintenance problems.
Many press manufacturers recommend that the reverse load should not exceed 10 percent of press capacity. If you have a 400-ton press and the reverse load is greater than 40 tons, you have a problem and need to correct this situation. This can be as simple as reworking the dies, staggering the punches, or grinding more shear angle on the cutting surfaces.
Many models can produce time-based and resolver-based tonnage signatures. Looking at the signatures can help you see what is happening during the press stroke. One option is critical curve monitoring (CCM), which compares the tonnage signature with the manufacturer's rated tonnage curve for the press.
This is important for applications in which the press generates tonnage up in the stroke. Because press tonnage capacities are rated at or near the bottom of the press stroke, it is important to know where tonnage is being generated to avoid overload situations.
Some tonnage monitors can set high and low limits around a resolver-based tonnage signature. This is called enveloping. It helps for part quality assurance and die diagnostics. Many suppliers offer software packages for tonnage information, production information, and signature gathering.
Another important consideration is whether to use a stand-alone tonnage monitor or a tonnage module that can interface with an all-in-one monitoring system. Some tonnage modules interface with a programmable logic controller or directly to a PC at the press. These systems can perform die protection, programmable limit switch functions, tonnage monitoring, shut height control, counterbalance control, and servo feed interface.
Many customers do not want to inventory parts, so the stampers must produce shorter part runs for just-in-time deliveries. This results in frequent die changes — often several times a day.
Tonnage monitors can serve as both a setup tool and a diagnostic tool for the press and die to help handle these multiple changeovers while producing quality parts.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





