This column was prepared by Hyunok Kim, a staff member of the Engineering Research Center for Net Shape Manufacturing (ERC/NSM), The Ohio State University, Professor Taylan Altan, director.
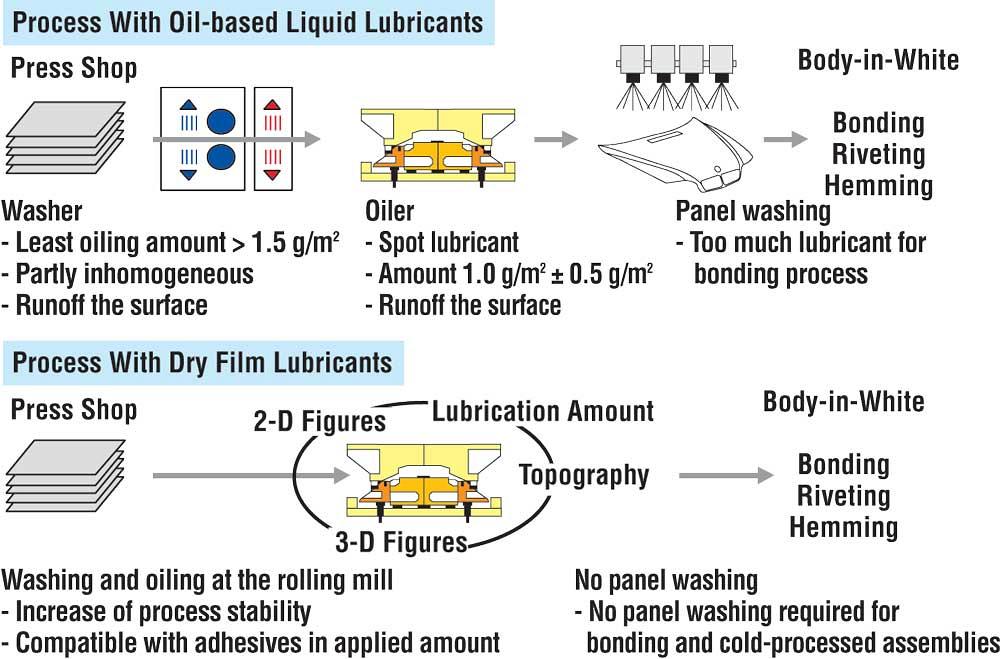
In stamping operations, wet (oil-based) or dry film lubricants are used to protect the surfaces of the sheet blanks, reduce friction during deep drawing, and minimize surface treatments before assembly.
Since most dry film lubricants are applied to steel or aluminum sheets before drawing operations, they also affect the assembly processes (welding, riveting, clinching, and bonding). Therefore, they must be evaluated not only for their deep-drawing characteristics, but also for their removability and their effect on assembly and painting operations.
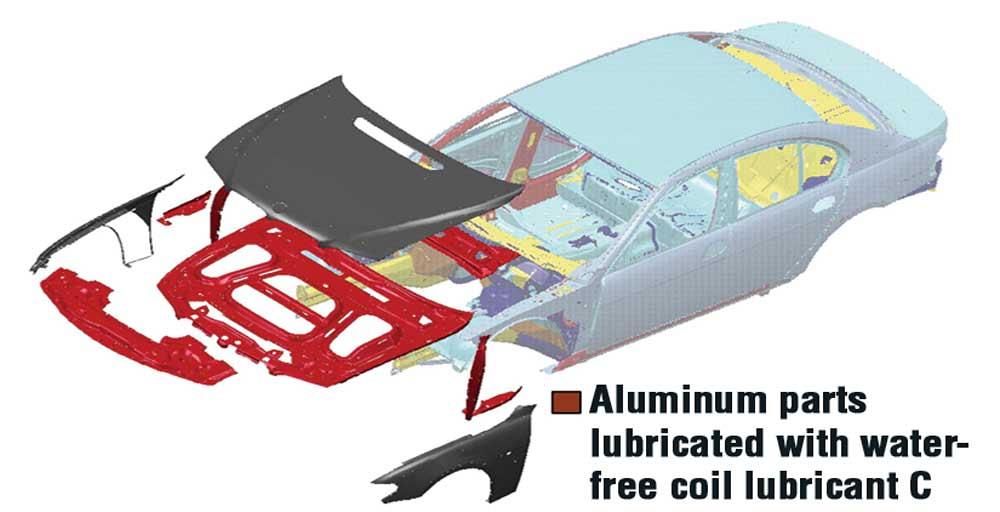
On complex-shaped body panels, dry film lubricants help improve performance in deep drawing, both in small-series production and on specific body parts of high-volume vehicles, especially aluminum-alloy parts. One example of a high-volume car with aluminum body components is the Mercedes-Benz E-Class, launched in 2002. Its hood, front fenders, trunk, and some special inner body panels are madeof aluminum.1
The dry film lubricants are divided into two categories:
- Water-soluble dry film lubricants are applied in amounts from 0.5 to about 1.5 grams per square meter at the rolling mill (see Figure 1). They stick to the panel's surface and offer sufficient corrosion protection but are not compatible with most adhesives used in automotive body construction.2
- Water-free dry film lubricants (or hotmelts) also are applied to the sheet material in small amounts at the rolling mill. They provide good drawing performance and are compatible with almost all commonly used adhesives.
In October 2003 the BMW Group switched to water-free dry film lubricants for the aluminum front fenders and hood assembly parts in the BMW 7 series (see Figure 2). In this case, the parts did not have to be washed before assembly.
The BMW Group switched to water-free dry film lubricants for the aluminum front fenders and hood assembly parts in the BMW 7 series to eliminate washing before assembly.1
Deep-Drawing Test for Lubricant Evaluation
The deep-drawing process is used extensively to evaluate the performance of lubricants.3,4 Most of these tests are conducted at room temperature. However, during stamping of thin-gauge materials at high rates, the die and punch become warm, which can change the properties and behavior of the lubricant. Therefore, drawing tests sometimes must be enhanced with heat to emulate realproduction conditions encountered in high-speed stamping presses.
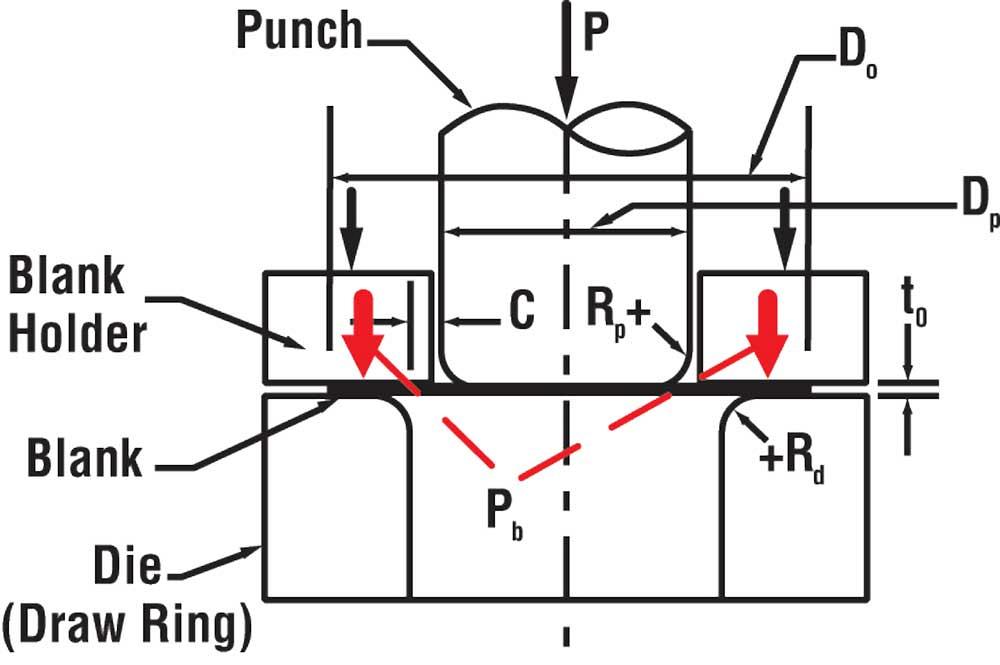
During deep drawing (seeFigure 3), the most severe friction takes place at the flange area. The lubrication condition in this flange area influences the thinning or failure in the side wall of a drawn cup.
As the blank holder pressure (Pb) increases, the frictional stress (Τ) also increases based on Coulomb's law:
Τ = μ x Pb
where
Τ = frictional shear stress
μ = coefficient of friction
P
b= blank holder pressure
Therefore, lubricants can be evaluated in deep drawing by measuring the maximum applicable blank holder force without failure in the cup wall.
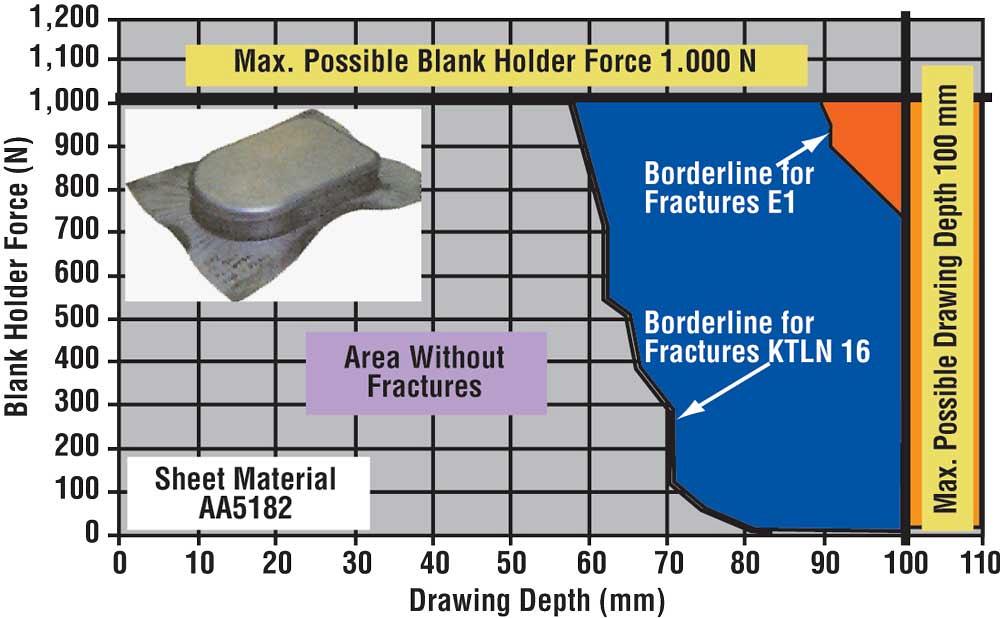
Two lubricants, one oil-based and one dry film (see Figure 4), were evaluated using the deep-drawing test for aluminum alloy AA5182.5 With a rectangular-shaped drawing tooling (punch dimensions 300 by 200 millimeters) installed in a single-acting hydraulic press, sheet blanks measuring 500 by 400 mm were drawn up to the maximum possible drawing depth of 100 mm at adrawing velocity of 64 mm per second.
| Lubricant | Description | | KTLN 16 | Mineral oil-based lubricant, viscosity 160 mm2/s@40Ο C,
application in 1.0 g/m2 at the press shop, good corrosion protection | | Drylube E1 | Water-free dry film lubricant (hotmelts), viscosity 100 mm2/s@40Ο C ,
application in 1.0 g/m2 at the rolling mill, excellent corrosion protection |
|
Figure 4
Two lubricants, one oil-based and one dry film, were evaluated using
the deep-drawing test for aluminum alloy AA5182.5 | The oil-based lubricant, KTLN 16, gave the maximum possible drawing depths of approximately 58 to 80 mm, depending on the blank holder force. The dry film lubricant, E1, enabled sheet blanks to be drawn up to 100 mm without part failures. For a specific drawing depth of 70 mm, the blank holder force could be increased up to 1 kN for dry lubricant; with the oil-based lubricant, blank holderforce was limited to 0.3 kN without part failures.
In this case, the dry lubricant gave a larger process window for obtaining larger drawing depths.
Benefits of Dry Lubricants
Various published studies suggest that dry film lubricants offer several advantages:
- Large process window because of low friction coefficients
- Reduced lubricant usage
- Elimination of die washing in certain cases
- Uniform coating thickness and no runoff
- Good deep-drawing performance and corrosion protection
- Compatibility with assembly operations (welding, bonding, clinching, and riveting) and painting
- Minimal hazards and environmental compliance
Hyunok Kim, who prepared this column, is a staff member of the Engineering Research Center for Net Shape Manufacturing (ERC/NSM), The Ohio State University, 339 Baker Systems, 1971 Neil Ave., Columbus, OH 43210-1271, 614-292-9267, fax 614-292-7219, www.ercnsm.org.
Notes
1. M. Meiler, M. Pfestorf, M. Merklein, and M. Geiger, "Tribological Properties of Dry Film Lubricants in Aluminum Sheet Metal Forming," in proceedings from the second ICTMP, Lyngby, Denmark, 2004.
2. Ibid.
3. Ibid.
4. M. Meiler and H. Jaschke, "Lubrication of Aluminum Sheet Metal Within the Automotive Industry," Advanced Materials Research, Vol. 6-8 (2005), pp. 551-558.
5. S. Wagner, H. Kleinert, and R. Zimmermann, "Dry Film Lubricants for Sheet Metal Forming," from New Developments in Sheet Forming conference, University of Stuttgart, Germany, 2002, pp. 451-471.
subscribe now
The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription




























{kind=link}