















Contributing Writer
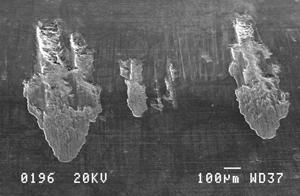
Figure 1Adhesive galling results when the tool steel and the sheet metal with similar metallurgical properties encounter friction; the two surfaces actually melt together. Photo courtesy of Bohler-Uddeholm Corp., Rolling Meadows, Ill.
As a consultant, I spend a great deal of time answering questions about die galling failures:
The truth is that there is no single perfect "antigalling" tool steel type, coating, or way to keep the punches from breaking down. Please keep in mind that I am not saying that changing the type of tool steel or coating you use can't reduce galling—or even in some cases prevent it. However, the best solution for each of these problems can be found by collecting specific data with respect to why each of the problems occurs. Whenever possible, address stamping die failures at their root cause.
My typical response is a barrage of my own questions.
The three basic types of galling in metal stamping are abrasive, adhesive, and corrosive.
Abrasive Galling. In abrasive galling, the tool steel breaks down because of the abrasive nature of the material being formed or cut. Abrasive galling is similar to sanding wood with coarse sandpaper.
Adhesive Galling. In adhesive galling, the metallurgical properties of the tool steel and the sheet metal are similar. When two like metals rub together or interface, a great deal of friction is created. That friction results in heat, and excessive heat can result in the two surfaces actually melting together. This is commonly referred to as surface-to-surface migration, or cold welding (see Figure 1).
Corrosive Galling. This type of galling is the result of the tool steel breaking down because of a chemical reaction to the corrosives often found in lubricants.
Depending on the alloys they contain and the processes used to produce them, tool steels exhibit different mechanical properties. Some tool steels are very tough, while others are very wear-resistant. Still others provide both good toughness and wear resistance. If the tool steel has properties similar to those of the metal it is cutting or forming, a poor interface can result.
For example, stainless steel and D2 tool steel both are considered good metals. In most stamping applications involving plain carbon steel, D2 is a good, medium-priced tool steel to use when a reasonable amount of toughness and wear resistance is needed.
However, D2 is a poor tool steel choice for forming or cutting stainless steel— not because of a lack of toughness or wear resistance, but because of the great amount of chrome that D2 contains. Stainless steel is alloyed steel made with chrome and nickel. Excessive chrome in the die section, interfacing with the chrome in the sheet metal, will result in excessive heat buildup and most likely result in adhesive galling.
Figure 2
Whenever possible, check the hardness of the tool steel section as close as possible to the working area. Don't assume that the tool steel has uniform hardness, especially if the section has been welded.
Also, keep in mind that if tool steel is improperly coated, it can soften during the application process. Check the tool steel's hardness before and after the coating process.
Lubricant choice affects stamping operation friction more than any other factor. Lubricants function to reduce friction and keep the tooling and sheet metal cool.
Take a look at the surface topography of the finished part. Does it look shiny where the die has had a strong interface with the sheet metal? If so, that may be a sign of a poor lubricant choice.
Ideally in a metal forming or cutting operation, the sheet metal should not actually touch the die section. It should ride along a high- or extreme-pressure barrier lubricant trapped between the sheet metal and the tool steel section (seeFigure 2).
Using the correct lubricant not only helps reduce the high-friction interface between the sheet metal and the tool steel die section, but it also reduces heat buildup in the tool.
Make sure that you are applying the lubricant in the correct area on both sides of the sheet. It's a pet peeve of mine to go into a stamping shop and see a strip being fed into a progressive die with only one side lubricated. Common sense is not always common practice.
Knowing as much as possible about the metal that you are trying to cut and form is essential. Literally thousands of different types of ferrous and nonferrous metals are being stamped today, and each has its own special behavioral characteristics. Some are very hard and abrasive, while others are soft and ductile. And just knowing the metal type and thickness can be a big help in discovering the reasons for galling.
If you are experiencing adhesive or abrasive galling, your question shouldn't be "What type of tool steel can I use to withstand the tremendous friction without breaking down?" but rather "How can I reduce the friction?"
Friction is the root cause of galling. Before resorting to "super" brand tool steel or "power" brand die coatings that might withstand the friction, attempt to reduce the friction. The first place to look is at a change in lubricant type or application.
Next, consider using a completely dissimilar metal as a tool steel replacement. If you choose the correct type and hardness of aluminum bronze, for example, it will not only reduce friction but also tool wear and heat buildup. Although not as hard as tool steel, it often outperforms and outlasts even coated tool steel sections because it reduces friction—the main reason tool steels gall.
If you had a rash on your leg, you could just apply a cream to reduce the itching and burning, or you could find out what caused the rash and prevent it from happening again. The same common sense applies to galling.
Until next time … Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





