















Light-duty Production Manager
 |
In most light-duty conveyor systems, one of the key factors in obtaining conveyor uptime is achieving the optimal splice. Reviewing the available alternatives in light of the realities of your conveyor system will suggest which type might serve your needs best.
Belting designed for light-duty applications has improved greatly in the past few decades, but it has proliferated into many specialized variations. Once simply cotton plies with rubber covers, light-duty belting now is made from synthetics - reflecting European influences - offering higher efficiencies because of thinner, lighter constructions with less drag and lower horsepower consumption.
Generally constructed of polyester fabrics with binders or covers of various materials, today's light-duty belting has thicknesses from about 1/4 inch (6.4 millimeters) to an almost paper-thin 0.030 in. (0.76 mm), with working strengths from 20 to 200 pounds per inch of belt width (PIW).
One method of connecting belt ends is mechanical fasteners. With this method, a row of fasteners is physically attached to each belt end. These fasteners then are meshed together and connected with a hinge pin.
Various types of mechanical fasteners are available, but all are designed for quick repair. The splices are easy to install, requiring only basic mechanical skills. Wear on the splice is visually apparent, allowing you to complete the repair during scheduled downtime.
Light-duty mechanical splices are hinged and therefore separable. This allows you to install or replace the belt without having to disassemble the conveyor system or remove the belt from the conveyor structure. To clean the belt, you remove the hinge pin and pull the belt ends apart.
For mechanical splicing of light-duty belts, three basic choices of metallic fasteners - wire hook, hinged plate, and stamped metal tooth - and two nonmetallic choices are available.
The right fastener for your application depends on belt thickness and the minimum pulley diameter used in your system. Even with these limitations, you will likely still have several choices. You can then determine which fastener design, material, and installation method are best-suited to your product and plant maintenance procedures.
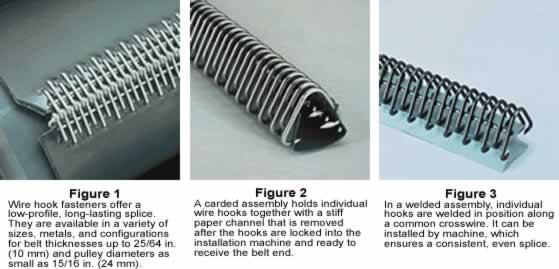 |
Wire hook fasteners offer a low-profile, long-lasting splice (see Figure 1). They are available in a variety of sizes, metals, and configurations for belt thicknesses up to 25/64 in. (10 mm) and pulley diameters as small as 15/16 in. (24 mm). Wire hook segments are supplied in strips with hooks held in proper spacing and alignment by either a carded or welded assembly.
A carded assembly (see Figure 2) holds individual wire hooks together with a stiff paper channel that is removed after the hooks are locked into the installation machine and ready to receive the belt end. In a welded assembly (see Figure 3), individual hooks are welded in position along a common crosswire. Both types can be installed by machine, which ensures a consistent, even splice. Installation machinery can vary from powered shop units to small, portable tooling.
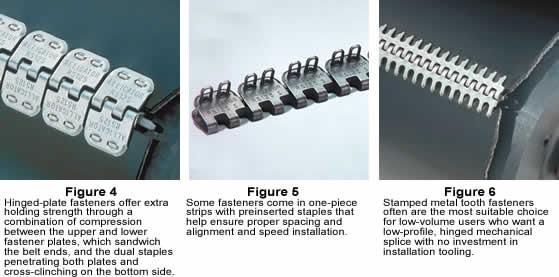 |
Hinged-plate fasteners are strong and abrasion-resistant (see Figure 4). This design gains extra holding strength through a combination of compression between the upper and lower fastener plates, which sandwich the belt ends, and the dual staples penetrating both plates and cross-clinching on the bottom side.
Installation requires a hammer and a portable tool. Some fasteners come in one-piece strips with preinserted staples that help ensure proper spacing and alignment and speed installation (see Figure 5).
Hinged-plate fasteners are suited for belt thicknesses from 1/16 to 1/4 in. (1.5 to 6.4 mm) and pulley diameters as small as 2 in. (50 mm).
Stamped metal tooth fasteners often are a suitable choice for low-volume users who want a low-profile, hinged mechanical splice with no investment in installation tooling (see Figure 6).
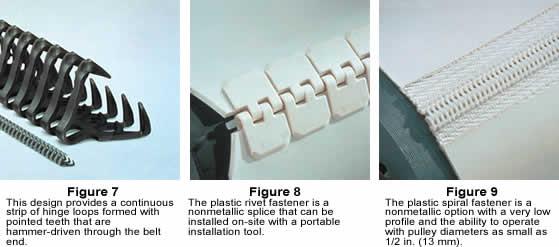 |
This design provides a continuous strip of hinge loops formed with pointed teeth (see Figure 7) that are hammer-driven through the belt end. For higher-volume maintenance shops or OEM applications, installation machines are available for faster and more consistent results.
Tooth-type fasteners accommodate belt thicknesses up to 1/2 in. (13 mm) and a minimum pulley diameter of 1 in. (25 mm).
Nonmetallic fasteners are hinged mechanical splices that are nonmarking, nonabrasive, compatible with metal detectors, and made of FDA-approved materials. The two basic types of nonmetallic splices are plastic rivets and plastic spiral fasteners.
The plastic rivet fastener (see Figure 8) can be installed on-site with a portable installation tool. Installation requires punching holes into the belt, fitting the fasteners onto the belt through the holes, and then using the application tool to spin-set the molded-in rivets.
This fastener suits low-tension applications that forbid metal fasteners. It can be used with belt thicknesses up to 1/8 in. (3.2 mm), operating at less than 65 PIW (11 kilonewtons per meter) and with a minimum pulley diameter of 11/2 in. (38 mm).
The plastic spiral fastener (see Figure 9) is an option with a very low profile and the ability to operate with pulley diameters as small as 1/2 in. (13 mm). The spirals are assembled onto a webbing material that is fabricated into the belt ends through various vulcanization processes, so it is not typically installed by in-house maintenance crews.
This design accommodates belt thicknesses up to 1/4 in. (6 mm) with mechanical fastener ratings up to 50 PIW (8.7 kN/m) and can withstand heat up to 392 degrees F (200 degrees C).
Good installation practices affect both splice life and belt life. Machine installation - typical of wire hook, plastic rivet, and sometimes tooth-type fasteners - promotes uniformly flat, quickly installed, unrippled joints that avoid high spots and simplify hinge-pin replacement. Hammer-installed fasteners offer greater on-site convenience without the cost and maintenance of installation machines.
Whichever fastener you use, good splice installation demands that you start with a straight, squared belt end; otherwise, tracking problems and belt-edge damage will follow. Take care not to "overinstall" or compress the fasteners too deep, which can deform the hinge loops, in turn accelerating hinge-pin wear and making pin replacement difficult. The leading edge of the trailing belt end must always have inward-notched corners to prevent catching on the belt framework.
Beth Miller and Jim Wingfield are light-duty product managers at Flexco, 2525 Wisconsin Ave., Downers Grove, IL 60515, 630-971-0150, fax 630-971-1180, info@flexco.com, www.flexco.com. Flexco provides a range of mechanical conveyor belt fasteners, maintenance tool, and conveyor accessories.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





