















Professor Emeritus and Director - Center for Precision Forming

To reduce vehicle weight, automotive manufacturers are using advanced high-strength steels (AHSS) and aluminum alloys, formed at room temperature, as well as hot stamping of boron steels. A few OEMs and Tier 1 suppliers also have started warm forming aluminum alloys, usually 5000 and 6000 series, at temperatures from 482 to 752 degrees F to increase the shape complexity and obtain smaller radii in stamped parts.
Ongoing research and development (R&D) focuses on warm and hot forming of ultrahigh-strength, heat-treatable 7xxx series alloys. Studies cover material characterization at different temperatures and forming speeds, development of lubricants, process simulation using finite element (FE) analysis, and design of heated dies.
At room temperature, the 5xxx series aluminum alloys have the largest formability range, as indicated by elongation in tensile tests, but also the lowest yield and tensile strength. The 7xxx series alloys have the highest strength but the lowest formability, while the 6xxx series is between the 5xxx and 7xxx series in terms of strength and formability.
The 7xxx series with T6 temper cannot be formed at room temperature. The formability of this alloy can be improved with elevated-temperature (ET) forming. Either warm forming (less than 482 degrees F) or hot forming (about 887 degrees F—the alloy’s solvus temperature) can be used. After hot forming, an artificial aging heat treatment is required to achieve a T6 temper, which is lost during the process.
A few Tier 1 suppliers already practice ET forming of aluminum alloys. However, the process’s heating and reduced production rates result in additional costs. For this reason, ET forming typically is used for high-end vehicles and in applications for which the resulting weight reduction can justify the increased cost (see Figure 1).
The presses, die design, and heating technology developed for hot stamping of boron steels can be adapted to ET forming of aluminum alloys.
Heating. The method used to heat the blank greatly influences the part’s properties, process time, and cost-efficiency of the ET forming process. A homogenous blank temperature and a short heating time are two main requirements of the heating system.
The three major heating methods are radiation in a furnace, induction heating, and conduction heating. The most commonly used method to heat the material is a gas or electric roller hearth furnace. The length of the furnace can be considered as a function of the heating time, the cycle time, and the batch length.
Lubrication. For temperatures up to 250 degrees F, oil, grease, tallow, soap, and wax generally are used in ET forming of metals. A soap solution is acceptable for temperatures of up to 446 degrees F. When the forming temperature exceeds that, the choice of lubrication is restricted to molybdenum disulfide, colloidal solution of graphite, and Teflon®. These lubricants are cleaned from parts as soon as possible after forming to prevent corrosion.
In a conventional stamping operation (typically cold forming), oil-based or waxy lubricants are largely used, but they cannot withstand high forming temperatures. Solid lubricants such as graphite and boron nitride are more effective for ET forming of aluminum alloys.
Die Design (Heated or Not Heated). In isothermal ET forming with heated dies, the die system requires complex heating strategies, with high tooling cost and relatively slow cycle time. It also is very difficult to achieve uniform temperature condition and maintain a steady die temperature.

Figure 1
This door inner was warm-formed from Al
5182. For this part, warm forming resulted
in higher formability, integration of several
components, reduced weight, and reduced
component cost. Courtesy of Benteler.
In a recent study conducted by United States Council for Automotive Research (USCAR), nonisothermal ET forming technology was used in a situation that required only heated sheet metal and room-temperature dies. The purpose of the study was to optimize the technology in terms of production data and part cost. The study showed an Al 5182 door inner could be formed successfully at about 482 degrees F.
Presses. Generally, a conventional hydraulic press can be used in a hot stamping process. Newly developed hydraulic flywheel presses provide high speed and reduced contact time between the warm sheet and cold dies.
This type of press is available with 600 to 1,600 tons’ nominal force and can be controlled, depending on the required force and energy.
5000 and 6000 Series Aluminum Alloys. Studies have demonstrated that between 68 and 572 degrees F, the total elongation of these alloys increases from about 20 percent to 60 percent as the temperature increases. Thus, logarithmic strain of 0.6 (indicating high formability) is achievable at a forming temperature near 392 degrees F. United States Automotive Materials Partnership (USAMP)-conducted projects developed techniques to stamp production parts, such as door inner panels, lift gates, and deck lids, in heated die sets.
Additional studies conducted by Ford illustrate the development of constitutive equations, selection of a suitable lubricant, a rapid blank heating system, use of FE models and simulations for die design, and production of prototype components (see Figure 2). These studies concluded that:
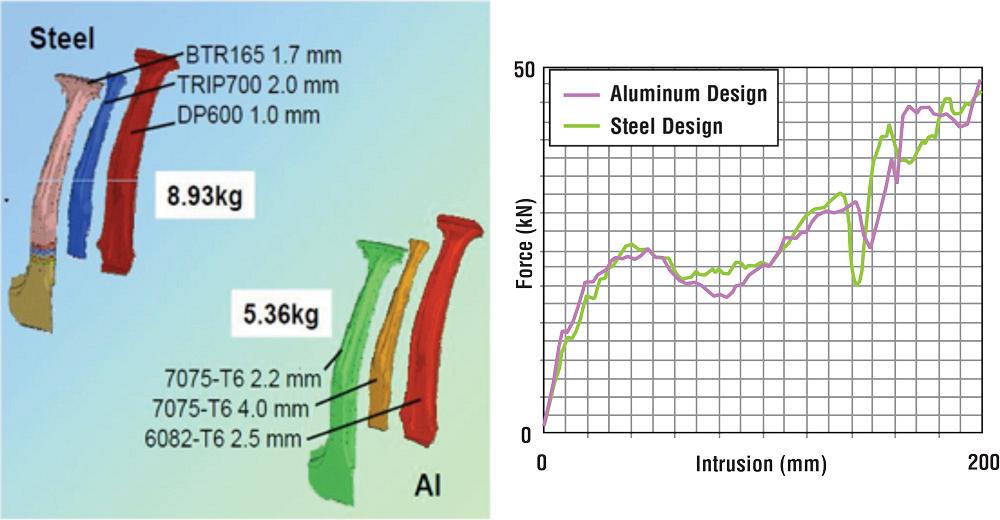
7000 Series Aluminum Alloys. Such companies as Benteler, Aleris, Ford, and Hydro-Aluminum are conducting ET stamping tests on these precipitation-hardenable ultrahigh-strength steel alloys with the objective to produce structural chassis parts (such as B-pillars and roof rails) to replace hot-stamped boron steel parts, with 1,600-MPa ultimate tensile strength.
It its recent studies, Ford used a die made from kirksite to form the part at 860 degrees F (above solution temperature). The studies also verified the feasibility of die quenching with a cold die.
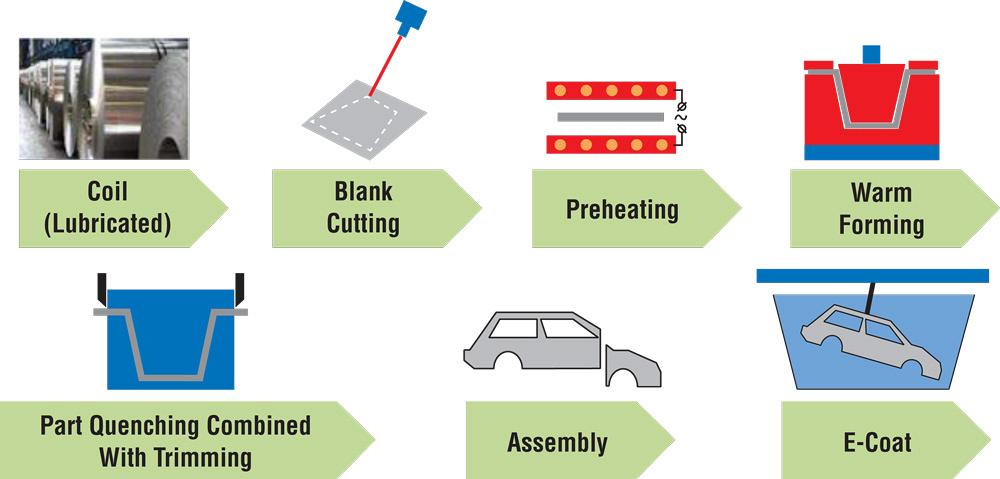
Benteler has done similar research. The firm found that at the appropriate thickness (for example, 3.5 millimeters), the aluminum B-pillar can compete well, in terms of functionality and crash resistance, with hot-stamped AHSS (see Figure 3). Austria Metall GmbH (AMAG) also has recommended a process flow (see Figure 4) for ET forming of Al 7075-T6 that includes air cooling or quenching and e-coating treatment.
References
E. Billur and T. Altan, “Warm Forming of Aluminum Alloys in the Auto Industry,” STAMPING Journal®, July/August 2013.

Figure 2
Shown here is a warm-formed automotive
door panel at room temperature (top) and at
482 degrees F (bottom). Courtesy of SAE.
K. Eriksson, “Bringing It Together,” in proceedings from the AP&T Advanced Hot Stamping Seminar, Detroit, Sept. 15, 2010.
N.R. Harrison, et al., “Optimization of High Volume Warm Forming of Lightweight Sheet,” SAE technical paper No. 2013-01-1170, 2013.
A. Keci, N.R. Harrison, and S.G. Luckey, “Experimental Evaluation of the Quench Rate of AA7075," SAE technical paper No. 2014-01-0984, 2014.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}