















Georgie Kelly
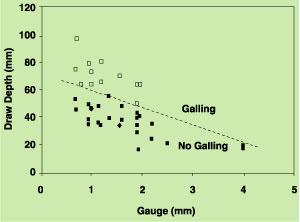 |
| Figure 1: Galling behavior is shown here as a function of draw depth and material gauge. |
Sheet metal stamping is one of many processes prone to galling, a form of wear. Galling occurs when metals with dissimilar hardness (the die and the sheet metal) come in contact at high speeds and pressures. Galling begins at tool defects such as notches or scratches and eventually develops into hard protrusions on the tool surface. These protrusions gouge the sheet material.
Because all large production tools in industrial sheet metal forming contain defects, material transfer is unavoidable. Die roughness undoubtedly influences galling, but various surface treatments have been used to reduce the galling tendency of a particular problem production part.
A survey of production parts, performed by one of this article's authors at the Ford Motor Co. plant in Geelong, Australia, revealed galling tendency to be a function of the draw depth and part gauge (see Figure 1). This is understandable, because the larger the draw depth and the thicker the sheet material, the higher the contact friction and forming forces.
Galling occurred predominantly in two stages of the multistage press operation: deep drawing and flanging-wiping. This allowed the identification of galling tendencies at the design stage, giving scope for preventive action.
Normal die preparation involved polishing the dies to a 2.4-micrometer finish. A study of the existing process found that dies prepared this way required repolishing when roughness reached 4.5 µm because of splitting and poor quality.
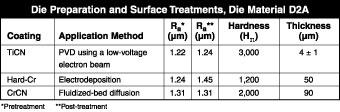 |
| Figure 2: The die's surfaces were polished to a smooth finish, and each section was coated with one of three coatings. |
For this trial, a die with four symmetrical problematic sections was selected. A different finish was used on each of the four sections. The die surfaces were polished to a smoother finish (see Figure 2) before coating. One surface was left uncoated as a control. Three different hard coatings—TiCN (titanium carbonitride), Hard-Cr (hard chrome), and CrCN (chromium carbonitride)—were used on the other surfaces. Sample parts were collected at intervals during the trial, and the average roughness of each section was measured.
During normal production some material transfer was evident after 20 parts, and repolishing was required after 1,000 parts. With the smoother die finish used in this trial, the critical roughness value was not reached until after 7,000 parts.
Given that all other galling-sensitive parameters—speed, pressure, lubrication, and sheet material—were constant in this trial, it can be concluded that die roughness has a significant effect on galling. This result highlights the importance and benefits of care in die building and maintenance, even for uncoated dies.
All three surface treatments improved the galling resistance of the die.
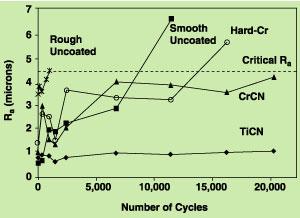 |
| Figure 3:This chart shows surface roughness variation with the number of cycles for each different surface treatment. |
The CrCN- and TiCN-coated dies did not exceed the critical average roughness in the trial, although the CrCN was close after 20,000 cycles. While improving the surface finish of the die increased the die life by a factor of 7, Hard-Cr, CrCN, and TiCN coatings increased the die life by factors of 12, 20, and more than 20, respectively (see Figure 3).
Galling is characterized by three stages:
1. An increase in roughness as material transfer is initiated
2. A stable period during which a transfer phase is established
3. A dramatic increase in roughness as the transfer layer reaches a critical stage and large material accumulation becomes possible
The Hard-Cr and uncoated sections displayed these characteristics. The TiCN and CrCN coatings exhibited a prolonged, steady transfer stage. This can be interpreted as a postponement or elimination of the critical material transfer stage. Although the TiCN coating performed best in the trial, the coating was thin and not suitable for large areas.
Dr. Georgina Kelly is a postdoctoral research fellow with the School of Engineering and Technology, Deakin University, Geelong Vic. 3217, Australia, phone 61 3 9244 5149, fax 61 3 9244 5147, e-mail glkelly@deakin.edu.au, Web site www.deakin.edu.au. Dr. Peter Hodgson is a professor at the School of Engineering and Technology, Deakin University. Dan Fabijanic is a Ph.D. student with the School of Engineering and Technology, Deakin University. Dr. Michael Cardew-Hall is a professor in the Department of Engineering at Australian National University, Canberra ACT 0200, Australia, phone 61 2 6125 0330, fax 61 2 6125 0506, e-mail mch@faceng.anu.edu.au.
This work is sponsored by the S.T.A.M.P. collaborative research program and the Australian Research Council. The authors would like to thank the staff at the Stamping Plant, Ford Motor Company, Australia, for supplying materials and equipment. The TiCN was supplied by Professor Derry Doyle and Andrew Vlasveld, Surface Technology Coatings and Swinburne University. Ian Gay and Ray Reynoldson, Quality Heat Treatment, supplied the CrCN.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





