















Get the most out of your press:
Understanding the basics
 |
All presses go up and down, but that's where the similarity among them ends.
When it's time to review your pressroom and research a new press, consider your manufacturing needs, the parts the press will run, all ancillary equipment, raw materials, and the dies that will be making the parts. The following are specifications to consider when purchasing a press.
Tonnage
A tonnage limit tells you the range of material thicknesses that you can draw, punch, blank, or process. Some common capacities of gap-frame presses are 121 to 176 tons and 400 to 600 tons for straight-side models; however, the stamping industry produces such a variety of products that specific tonnages are hard to pin down. For example, for lighting products, the press bed size is large but the application requires less tonnage. For structural steel, the bed for producing connecting devices is much smaller, but the tonnage is high. Presses can have tonnage capacities as small as a single ton to more than thousands of tons.
Understanding tonnage for progressive dies is very important because all stages must be added together to figure total required tonnage. Determining tonnage for progressive dies is further complicated by the number of stations and staggering of the punches. If you have three punching stations that all contact the material at the same time, the tonnage is simply the sum of the three stations. However, this is typically complicated by items such as stripper springs and nitrogen cylinders, for example. The formula for determining tonnage for a single-station blanking application is:
P = LTSf / 2,000
Where:
P = Press capacity (tons)
T = Material thickness (inches)
L = Length of cut (inches)
S = Shearing strength (lbs./sq. in.)
f = Shear factor
So for a station blanking 24 in. of 1/4-in. mild steel (50,000 shear strength) with a shear factor of 1/2, the required tonnage would be 75 tons:
24 50,000 1/4 1/2 / 2,000= 75 tons
If you have three stations that contact the material at the same time and the material is the same size, tonnage required is 75 + 75 + 75 = 225 tons (see Figure 1).
 |
| Figure 1 If three stations contact the material at the same time and the material is the same size, tonnage required is 75 + 75 + 75 = 225 tons. |
It's a good idea to have at least a 10 percent higher tonnage margin to allow for tool wear, which increases tonnage requirements as the tool dulls. For example, punching a 1/4-in. hole through 10-ga. mild steel takes less than 3 tons, but as the punch and die dull, you can expect to see this tonnage increase. The decision to change or sharpen a punch is more of a quality issue since the part will start to leave a burr.
Velocity and Energy
Mechanical press energy is stored in the flywheel or in capacitors on a servo press. For a hydraulic press, energy requirements depend on its volume and the size of its connecting points. Heat is another consideration on hydraulic and servo presses because they must dissipate the energy, which in this case takes the form of heat.
Velocity, or slide velocity, is determined by material requirements, the process, and the tool design.
For example, drawing may cause a material to rip or tear if it's drawn too fast. For shallow draws, a link-motion press provides a slower slide velocity during the work cycle and a faster velocity during the rest of the stroke. This way, you can produce more parts per minute (PPM) while maintaining the proper draw speed. This is also true with deeper draws when the required tonnage on the stroke is minimal.
Deep draws on a hydraulic press require near-capacity tonnage, a long stroke, and more inch-tons. An inch-ton is a rating of energy to determine how much tonnage is needed for a given distance or amount of work. For example, 300 tons for 4 in. of work requires 1,200 inch-tons of energy.
For deep draws on a mechanical press, the flywheel and the motor size need to be larger to provide enough energy. The number of PPM you need to make is one way to help narrow the machine choices for your needs.
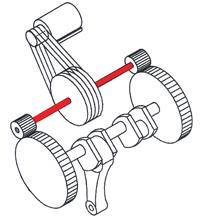 |
| Figure 2 Wide dies may need a twin-end or center drive because the torque induced on the shaft of a single-end drive would cause parallelism, maintenance, and quality problems. |
Drive Systems
Several types of drive systems are available based on different press designs.
Mechanical Presses. For mechanical presses, several options are available. For example, wide dies may need a twin-end or center drive because the torque induced on the shaft of a single-end drive would cause parallelism, maintenance, and quality problems (see Figure 2). If a die requires a long front-to-back bed size more than 72 in., consider a four-point press—one that has four connection points.
Nongeared presses are used when the work load is applied close to the bottom of the stroke for operations such as blanking, perforating, and shallow forming.
Single-geared presses are used to reduce the slide's speed to provide more energy for medium-depth drawing and forming operations in accordance with the drawing speed of the material, as well as for blanking thick material.
Double-gear reduction is used on long-stroke presses to prevent the speed of the slide from exceeding the drawing speed of the material. It also provides the energy required for deep-drawing and forming operations.
 |
| Figure 3 Tonnage is created by applying pressure through hydraulic fluid to the area of the cylinder. |
Twin-end drive gears are provided on either single- or double-geared presses to minimize torsion deflection between crankpins when the work load is applied high on the stroke. Many twin-end-drive machines are rated 1/2 in. above bottom of stroke. This should be taken into consideration if the machine has extremely wide left-to-right dimensions. For example, center-drive presses use twin-end gearing.
Hydraulic Presses. Hydraulic presses operate differently because they don't have energy stored in a flywheel. Tonnage is created by applying pressure through hydraulic fluid to the area of the cylinder (see Figure 3). This pressure builds, and once enough pressure is attained, the counterbalance opens and motion starts. Once a position is reached, the control reads the position through an encoder, tells the press to stop driving, and pumps fluid to the opposite side of the cylinder, forcing the press to return to the top of the stroke.
Servo presses use a direct-acting motor to drive the shaft; however, unlike on standard motors, the motion can be stopped and reversed (see Figure 4).
 |
| Figure 4 Servo presses use a direct-acting motor to drive the shaft; however, unlike on standard motors, the motion can be stopped and reversed. |
The drive systems on both press styles require large motors, and because they have no flywheel to store energy, they aren't as energy-efficient as mechanical presses because some energy is lost through heat, and holding position and starting and stopping slow the process in continuous operation mode.
The energy produced makes hydraulics a good choice for deep-draw applications. Servo presses are limited in this application because of their limited stroke length.
Tooling
Without tooling, a press is an expensive nutcracker or door stop, so examining your tooling needs is important.
Die designers can build a tool to take advantage of a press's stroke, bed area, and slide velocity, but this requires information. Your die designer needs access to part drawings as well as press specifications to design the proper in-die sensing and efficient part ejection. A poorly designed die will require a lot of maintenance, create bad parts, and in the end cost more money.
It always looks good to accountants that you saved 40 percent on a die. Most companies hide die maintenance costs within overhead or maintenance costs. This could be why many companies don't understand the total cost of a poor tooling decision.
A die can be built around a press or a press around a die, but in the end it's all about the best way to make the part. Building a die around a press or vice versa, however, limits you in taking full advantage of flexible tooling that takes advantage of a press's ancillary options, such as transfers or robots.
Other Considerations
Bed Size. A press's bed size is important because dies are becoming larger to minimize secondary operations. As a result, most of the major processes, such as cutoff, blanking, and forming, are now incorporated into the die to reduce part handling. The bed size must have adequate area for the upper and lower die plate, die springs, mounting devices, and transfer, if used.
Window Size. The press window size must be adequate to allow the material width to fit into the die area. If a transfer press is used that extends through the upright, the arms must fit inside the window.
Shut Height. Shut height or die height and their adjustment are important to function adequately within the range of dies that you plan to utilize on the press. Make sure that the press has the required die height that you need for all the tools you plan to use.
Stroke. Stroke must be long enough to handle the depth of the drawn part you plan to manufacture. However, if it's too long, you will have wasted stroke length, which means fewer parts per minute.
Strokes per Minute. If SPM is too fast, the parts will not draw properly, causing them to tear. If SPM is too slow, productivity is lowered.
Ancillary Equipment
Conveyors, ejectors, part sorters, recoilers, transfers, and feeds are just a few pieces of ancillary equipment that can enhance productivity and profitability.
A press that runs at 100 SPM and can produce 100 PPM is useless if you can't handle 100 PPM coming out of the die. If you can't get the material into the die fast enough, 100 PPM is unachievable.
The first goal is to have enough material in the loop to allow the feed to be completed on each stroke. The second goal is to make sure the loop never runs out or stops. This isn't always possible, but a continuous flow keeps the energy and wear to a minimum.
 |
| Figure 5 Ancillary equipment won't make the press run faster, but it can prevent it from running slower. An analysis of the press operation will show where the bottleneck is occurring. |
The rate at which feeds, transfers, decoilers, and straighteners handle material also plays an important role. Feed pitch, pinch rolls, and, of course, the part and the press itself must be coordinated closely. While this ancillary equipment won't make the press run faster, it can prevent it from running slower. An analysis of the press operation will show where the slowdown is occurring (see Figure 5). A press designed to run at 80 SPM may be forced to run at 60 if the feed or material handling equipment can't handle the feed progression or part ejection rates.
Adequate time is needed to complete the part, clear it, advance the part, then feed. Additional considerations for transfer and progressive dies include clearing guide pins and operating within the press and die restrictions. For example, if the die is designed with guide pins toward the end of the die plate instead of closer to the center, a transfer may take 1/2 second longer on each progression. This means the press has to run 1/2 second slower on each stroke. With a properly designed transfer system and tooling package, you can take advantage of press speeds you have available. This is also true with part removal. If the part cannot be handled in the time allotted, it will cause a bottleneck and slow down manufacturing and production.
Lubrication. Lubrication can be a dream come true or a nightmare. If you use too little, the tool will overheat and wear faster. If you use too much, the floor will be so slick that you can skate on it—explain that to your safety director.
Electronics
Electronics are needed for die protection, tonnage monitoring, programming feeds or jobs, die adjustment, and gagging. With modern electronic controls, all press and die functions can be monitored and recalled, as well as benchmarked for maintenance purposes.
There is no longer an excuse for die damage because of material buckle, slug buildup in the die, or an unejected part. Even die maintenance practices with quality control have fostered an environment for near zero-defect part stamping.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
