















Contributing Writer
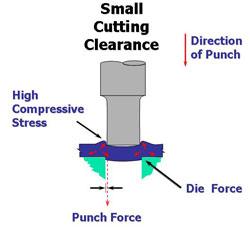
Figure 1Image courtesy of Dayton Progress.
It seems as though stamping challenges run in cycles or groups. A few weeks ago, I spent a great deal of time helping solve formability problems. You know… splits, wrinkles, springback—typical issues. More recently I have been bombarded with tool steel and cutting punch problems. So much so that I decided to write a two-part article about the factors to consider when purchasing or manufacturing cutting components.
Many times a cutting component selection is based on the fact that it worked the last time on a similar tool, or on the old "it's in our standards book" method. Keep in mind that each tool is one of a kind and may require deviations from what worked last time.
Before each tool is completed, it takes on a personality of its own. Those who work in stamping environments will tell you that each tool has its own unique quirks and idiosyncrasies. Truly understanding the factors that affect cutting life is necessary to select and engineer a high-quality, long-lasting tool.
1. Material Type and Thickness
Material type and thickness are major factors to consider. Don't assume that all materials are similar and require the same basic engineering standards. The type and thickness will affect your decision with respect to cutting clearance, tool steel, cutting and stripping pressures, lubricant type, as well as punch coatings.
Certain materials are very hard and abrasive, while others are soft and gummy. Materials such as aluminum are soft, gummy, and abrasive. Some materials, such as dual-phase and TRIP steels, dramatically change their hardness as they are formed. Others contain alloys that may create a poor interface between the cutting component and the metal. Being aware of and accounting for these critical properties are essential.
2. Proper Cutting Clearance
First of all, avoid using the old 10-percent-of-the-metal's-thickness-per-side-rule for all cutting operations. Although using 10 percent T per side may work for the majority of cutting applications, it may not be the best choice for some. Cutting clearances can range from negative clearance (yes, the punch is bigger than the hole!) to as much as 25 percent T per side. However rare, keep in mind that not all cutting punches enter into the die. Some may stop 0.001 inch short of entry.
Generally speaking, hard metals usually require greater cutting clearances than soft metals. However, metals that are unusually high in strength, such as spring steel or half and three-quarter hard materials, often require smaller cutting clearances primarily because of the lack of metal deformation that usually takes place during metal cutting.
Remember that when cutting soft metals, a great deal of deformation takes place before metal failure. The type and severity of the deformation are functions of the metal's properties, as well as the cutting clearance. Figure 1shows compressive deformation resulting from a small cutting clearance, while Figure 2shows tensile deformation resulting from a larger cutting clearance.
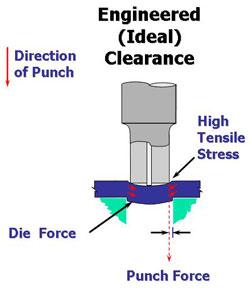
Figure 2Image courtesy of Dayton Progress.
Insufficient cutting clearance places a great load on the punch and die. This extra load causes the punch to break down prematurely. The breakdown occurs on both the corner and walls of the punch. Most of the wear takes place when the punch is stripped from the sheet metal. This happens because the metal is forced into compression. Once the slug is broken free, the metal (which has elastic properties) grips on the sides of the punch and creates a great deal of friction. Friction causes heat. Excessive heat can soften the tool steel and cause abrasive galling.
Insufficient cutting clearance also increases cutting and stripping forces. Using greater clearances lowers the cutting and stripping forces and helps achieve longer punch and die life. However, also keep in mind that an excessive cutting clearance can cause large burrs, as well as other defects, such as too much edge rollover and a lack of part flatness.
So what should the clearance be? Good question. Because so many variables affect cutting clearance, it would be impossible to calculate the exact ideal clearance for every cutting operation, but following a few basic guidelines can help you make an appropriate choice.
First, if the metal has a tensile strength above 60,000 pounds per square inch (PSI) (414 MPa), you will want to use a clearance slightly greater than 10 percent per side. A good average is 12 to 14 percent T.
As the metal's strength increases, so does the clearance, up to about 20 percent T per side. However, once the metal is beyond 150,000 PSI (1,034 MPa) the clearance should be reduced to near 5 percent T per side.
If you are piercing a hole that is equal to or smaller in diameter than the metal's thickness, a greater clearance should be selected. For example, the ideal cutting clearance for piercing a 0.5-in. hole in 0.062-in.-thick 304 stainless steel is approximately 14 percent T per side. This calculates to 0.0087 in. per side for a total difference of 0.0174 in. between the punch and the lower die. However, changing the hole size from 0.5 in. to 0.062 in. requires a clearance of approximately 18 percent T per side. This calculates to 0.011 in. per side for a total difference of 0.022 in. between the punch and the die. This difference is the result of the greater compression that is created when piercing a small hole in the metal.
Figure 3shows what happens when you use the same cutting clearance for both the large and small hole. Note the difference between the length of burnish versus fracture. If the ideal cutting clearance is used, the metal shows approximately 20 percent shear, or burnish, and 80 percent fracture.
For the same reason, it often is desirable to increase the cutting clearance in areas such as dead sharp corners or radii. Better yet, avoid sharp corners altogether.
A cutting clearance calculator, such as the one found at www.toolanddie.com(go to Die Clinic, Clearance Calculator), can help you select the right clearance.
Part II of this series will discuss tool steels, lubricants, and tool steel coatings.
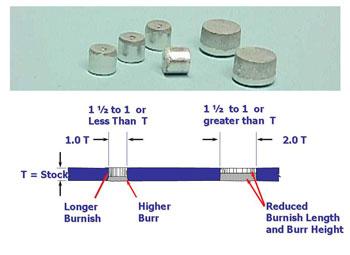
Figure 3Image courtesy of Dayton Progress.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





