















Contributing Writer
 |
Bill Engvall and Travis Tritt teamed up on a humorous little song called "Here's Your Sign." This curious little ditty relates the frustration of dealing with modern man's inability to grasp the obvious in daily living. From the service station attendant who stares at the blown-out tire on your car and asks, "Got a flat?" to the neighbor who leans on your House for Sale sign and asks, "Selling your house?" humankind seems at times unable to process information that is clearly evident.
If your stamping press could sing, it might be singing "Here's your sign." Your press gives you all the signs you need to interpret its condition. As is true with all communication, the key is being aware of how it is attempting to get your attention and understanding what it is saying.
You may contend that your press does not give you clear signs. You may be expecting bells; sirens; flashing lights; and fully automated, programmable logic-controlled equipment. Short of seeing a long-haired, robed, bearded man carrying a doomsday "the world will end tomorrow" placard, you may not be trained to recognize the danger signs your machinery is showing you. But the 13 most obvious and critical signs are those that can be detected with your senses. Your sight, hearing, and sense of smell and touch are your best ways to understand what your press is trying to tell you.
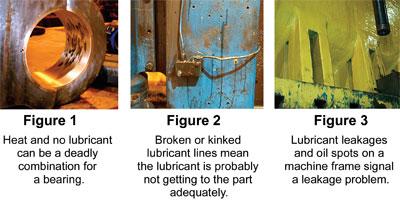
The press's physical condition should be stable; therefore, any visually apparent change should be investigated. Often the most obvious changes in physical characteristics are ignored by operators and maintenance personnel. But if changes are detected, they can point to potential catastrophes and subsequent downtime.
 |
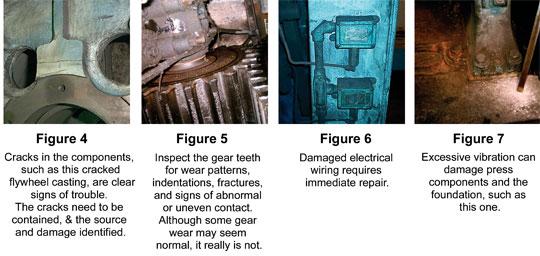 |
Review available electrical schematics. If the date on a schematic is earlier than 1980 and the electrical system has not been upgraded since, it is likely that the system does not meet current OSHA/ANSI standards. Further inspection by a qualified industrial electrician is needed.
9. Changes in Noise Patterns. Although a metal forming plant is noisy, you can hear the rhythmic pattern a press produces as it moves through its strokes. A deviation from these healthy sounds during normal operation is a signal that damage or wear has occurred.
Thumping or banging sounds often indicate excessive clearances or broken components. Squeaking and scraping sounds point to a lubrication failure or the loss of adequate clearances in a press's working parts. Electrical humming often means a single phasing or other electrical problem has occurred.
10.Burning Oil and Lubricant Odors. The unmistakable smell of overheating is a sure sign of trouble. Burned grease, oil, and lubricants are easily distinguishable from the normal smells of the fabricating or stamping plant. The usual cause of overheating is inadequate lubrication. Additionally, overcounterbalanced machines can squeeze out lubricants and cause overheating. Often the first sign you will have that a lubrication line is blocked is the smell of overheating lubricant.
Single-stroke applications sometimes cause overheating in a machine's clutch brake system. The clutch brake mechanism can be permanently damaged and may fail if it reaches temperatures above 200 degrees F.
11. Temperature Variations. A machine's normal temperature should not vary dramatically. A departure from the normal temperature warrants concern.
Often a catastrophic failure is preceded by a temperature shift that can be felt by attentive operators or maintenance personnel.
One simple test you can perform is to place your bare hand at each point on the surface of the machine under which a bearing surface is located. These bearing point temperatures should be taken with the press locked out and tagged out to avoid injury.
Once a prior-to-run base test has been done, the same test should be performed after the machine has run for approximately four hours. If the temperature after running exceeds a comfortable level, the bearing or sliding surface is likely overheating. This warrants additional inspection for lack of lubrication, contamination, and broken or bent components.
12.Excessive Vibration. All machinery has moving elements and, therefore, vibration patterns. These can become destructive if they exceed normal levels for the type of machine, its foundation (see Figure 7), the bearing alignments, and aligned machined surfaces. Vibration can damage press components and should be eliminated before it exceeds acceptable levels.
A press that is not sitting level on its base or foundation often vibrates or rocks. Carefully check foundation bolts, vibration pads, and the foundation itself if these signs are present. Ignoring patterns as obvious as rocking or excessive vibration is an invitation to complete system failure.
When vibration becomes a problem, isolate its source. Mechanics once used a technique to isolate a vibration source by holding one end of an extended screwdriver to the machine at various points and the other end near the ear. Today machine stethoscopes often are used to locate the sources of vibration. Other methods used include vibration analysis and balancing equipment.
Typically, the vibration problem occurs when a component—normally a rotating member—is out-of-round or out-of-balance. Other sources of vibration are poor machine setup, loose components, clearances on moving parts that exceed acceptable tolerances, and insufficient foundation.
Another simple test you can perform is to place your hand on the slide or ram of the machine—take care to avoid pinch points and injury—as it travels through its cycle. If you feel a jerking or sudden snap-through motion, an overclearance condition in one of the bearings or connections may be present. You can check this more thoroughly with a lost-motion test.
13. Grainy Lubricant. Whether oil or grease is used to lubricate the bearing points, the lubricant should be clean both when entering and exiting the system. Lubricant samples should be taken as the lubricant enters and exists the bearing and slide surfaces.
You can check the lubricant for signs of contamination by rubbing it between your finger and thumb. If the lubricant feels gritty or shows obvious signs of contamination, the lubrication system should be cleaned, purged, and refilled. If the outgoing lubricant contains bronze particles or other bearing material, the bearings should be disassembled and replaced.
Signs of failure should be taken seriously. If you read the signs—and heed them—you save thousands of dollars in downtime and maintenance. If you address the problems when the signs first show, you can avoid the catastrophic failures of mechanical damage.
If the inspection process is beyond the capabilities of your in-house personnel, inspections and simple testing can be performed by a qualified press service provider.
In addition, specific scheduled checks should be performed by a qualified mechanic at least every six months. Some of the tests that need to be run are level and alignment checks, lost-motion readings, and temperature monitoring. The results should be recorded, and any problems discovered should be scheduled for immediate correction.
Armed with results of thorough testing, a manager or maintenance professional can proceed with confidence to repair, upgrade, or maintain a malfunctioning stamping press.
Robert Kotynski is president of United Machine Corp., 753 Axe Ave., Valparaiso, IN 46383, 219-548-8050, fax 219-548-2053, unitedmachinecorp@verizon.net, www.unitedmachinecorp.com. United Machine Corporation is a machine service center that specializes in building and rebuilding metal forming equipment, inspection services, and emergency repair services.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





