















Professor Emeritus and Director - Center for Precision Forming

Editor's Note: This article is Part I of a three-part series discussing hot stamping of boron steels. Part II, which will appear in the January 2007 issue, will discuss the microstructure of boron steels and coatings on the sheet surface. Part III, which will appear in February 2007, will cover the application of finite element (FE) simulation to the hot-stamping process.
This column was prepared by the staff of the Center for Precision Forming (CPF) (formerly called ERC/NSM - Engineering Research Center for Net Shape Manufacturing), The Ohio State University and Professor Taylan Altan, director.
Thanks to steadily rising vehicle safety and crash requirements in the automotive industry, the use of ultrahigh-strength steels in structural and safety components is rapidly increasing. The higher requirements for vehicle crash performance can be achieved with cold stamping only by using thick-gauge steel, which results in weight increase. Cold stamping allows the production of simple shapes with very high strength, up to 1,200 megapascals (MPa) (about 175 kilopounds per square inch), such as side impact beams.
Ultrahigh-strength steels, however, pose a major challenge in processing because of their limited formability and pronounced springback at room temperature. So, when part complexity increases, such as with B-pillars, only lower-strength steel grades can be used with cold stamping.
Components with strength less than 1,000 MPa (about 145 KSI) and complex shapes are manufactured in several steps using progressive dies or transfer presses. Figure 1 shows a classification of steels according to their strength and elongation properties.
Hot stamping with die quenching of boron steels appeared at the end of 1990s for producing some rather simple automotive parts like door beams and bumper beams. This process can overcome some of the typical difficulties associated with cold stamping.
For example, hot-forming of the quenchable boron-alloy steel 22MnB5 can produce complex, crash-resistant parts such as bumpers and pillars with ultrahigh strength, minimum springback, and reduced sheet thickness (see Figure 2). The tensile strength of boron steels is up to 1,600 MPa (about 230 KSI), which is far above that of the highest-strength conventional cold stamping steels.
In hot stamping, forming and hardening are combined in a single operation. Two different methods are used: direct and indirect.
Direct Method. In the direct method (Figure 2a), the blanks are austenitized at temperatures between 900 and 950 degrees Celsius for four to 10 minutes inside a continuous-feed furnace and subsequently transferred to an internally cooled die set via a transfer unit. At high temperature (650 to 850 degrees C), the material has excellent formability, so that complex shapes can be formed in a single stroke.
The blanks are stamped and cooled down under pressure for a specific amount of time according to the sheet thickness after drawing depth is reached. During this period the formed part is cooled in the closed die set that is internally cooled by water circulation at a cooling speed of 50 to 100 degrees C per second, completing the quenching (martensitic transformation) process.1
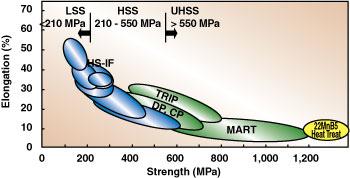
Figure 1: Tensile strength and microstructure change during hot stamping.
The total cycle time for transferring, stamping, and cooling in the die is 15 to 25 seconds. Finally, the part leaves the hot-stamping line at about 150 degrees C and with high mechanical properties: an ultimate tensile strength of 1,400 to 1,600 MPa (about 200 to 230 KSI) and a yield strength between 1,000 and 1,200 MPa (about 145 to 175 KSI).2
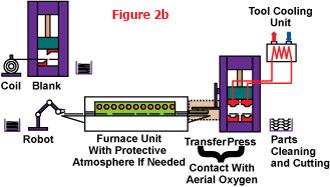
Indirect Method. Unlike the direct process, indirect hot stamping provides for a part to be drawn, unheated, to about 90 percent to 95 percent of its final shape in a conventional die, followed by a partial trimming operation, depending on edge tolerance (see Figure 2b).
Then the preforms are heated to austenitization temperature in a continuous furnace and hardened in the die. The reason for the additional step is to extend the forming limits for very complex shapes by heat-treating the cold-formed parts. 3
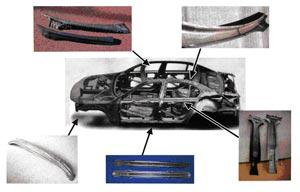
Most North American and European car manufacturers now are specifying hot-stamped parts for their new vehicles to take advantage of the superior strength achieved by hot forming and quenching. Hot stamping has shown exceptional development and growth for several structural parts, including front and rear bumper beams, A-pillars, B-pillars, roof rails, side rail members, tunnels, and door beams (see Figure 3).
In 2004 the estimated total consumption of flat boron steels for hot stamping and die quenching was about 60,000 to 80,000 tons per year in Europe. In 2008-2009 yearly consumption in Europe is expected to increase to about 300,000 tons. Japan and North America are following this trend.
Expectations are for more than 20 new hot-stamping lines (heating furnace and press) to be built between 2004 and 2009 throughout the world.4

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}