
















Territory Sales Manager
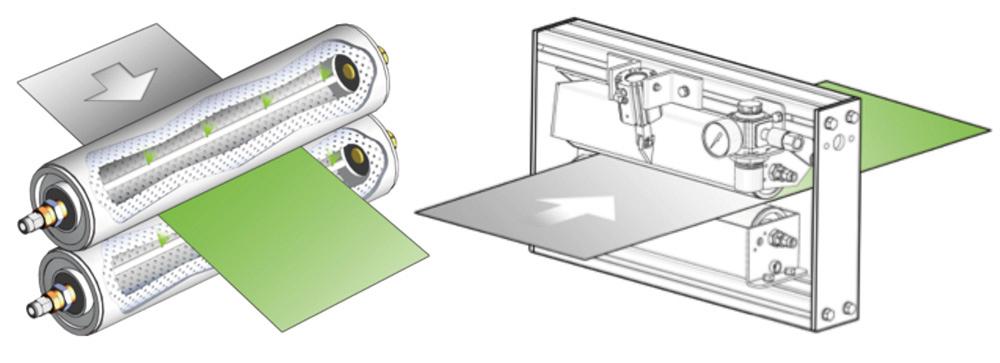
An internally fed lubricant application design and precise fluid control ensure both the top and bottom of the coil are properly lubricated.
Global manufacturing continues to grow, and with no shortage of suppliers, this international marketplace will increasingly force manufacturers to explore ways to maintain their relevance to both existing and prospective customers. Higher quality, shorter lead times, greener practices, and lower prices than competitors’ are just some of the ways stampers can stand out when being considered as a potential supplier.
The popularity of strategies such as kaizen and 5S shows that some manufacturers understand this, yet a cursory glance at the average metal stamping plant in the U.S. indicates that many manufacturers overlook one of the most expensive and wasteful practices in metal forming: overlubricating.
In most metal forming operations it is a common practice to use a lubricant to protect dies and improve part quality. Lubrication is needed to reduce the heat and effects of friction that are generated when two metals come in contact with each other to form a part. So much heat is generated, in fact, that the surfaces can actually microweld together, causing very small pieces of work material to adhere to the tool surface; this is called adhesive galling (see Figure 1).
A lubricant is specially designed and applied to carry the frictional load when the metal and the die make contact to prevent this adhesive galling from taking place. While a great deal of science and thought are given to using the correct formulation of fluid for a particular metal stamping job, its application is often an afterthought. This can be an extremely expensive oversight.
It is quite common for stamping manufacturers to select a lubricant based on price alone, but using an inexpensive but ineffective fluid can be costly. All stamping fluids are not equal, and some are designed for specific operations and materials. However, no matter how well the lubricant is designed, it will perform as intended only when it is applied properly.
The question of how to apply stamping fluid seems to be an afterthought for many, too, and manufacturers have come up with all sorts of ingenious ways to apply fluid in their specific forming processes. These can be a simple drip can method, oily rags, or nozzles spraying on the coil or in the die.
Although lubricating parts is only a temporary step, it’s advisable to remember why it is applied: to absorb the friction and heat generated in metal-to-metal contact to protect dies, extend their life, and improve part quality.
When fluid is applied unevenly to the coil or in the die, there is no guarantee that it is actually lubricating the crucial area that requires it. Furthermore, when forming problems arise, an operator commonly reacts by turning up the fluid output to apply more lubricant—regardless of where that fluid is being applied. High lubricant output is not a panacea to all metal stamping problems.
When stamping fluid drips down the press, in the air, or on the floor, it is not doing anything to help carry the frictional load between the tooling and workpiece. That excess fluid is nothing more than wasted money and creates a messy environment for workers.
One way to ensure that the lubricant is being applied properly and that it does the job it is intended to do is to evenly and consistently roll the fluid onto the coil. Evenly coating the entire coil ensures that all critical areas are coated. This significantly reduces overall fluid consumption and increases die life while keeping the workplace clean.
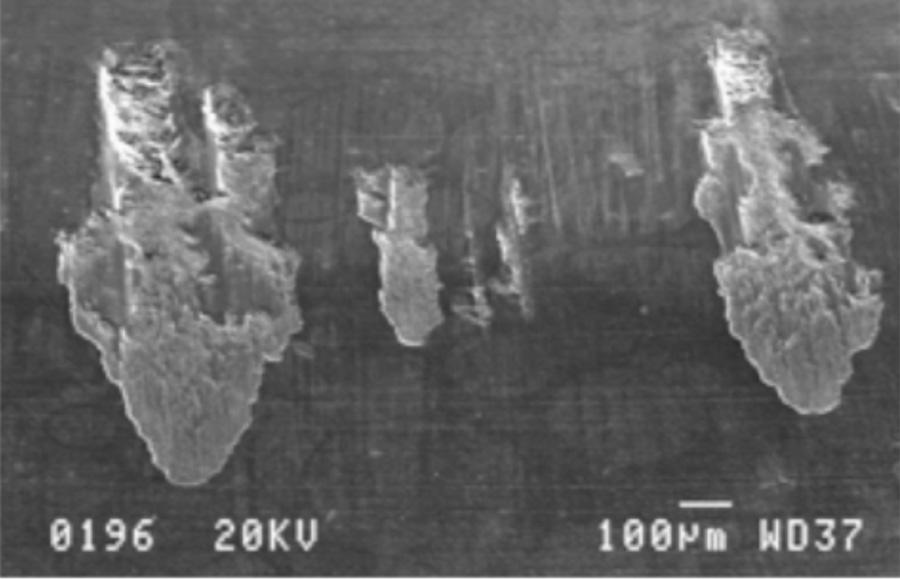
Figure 1
Adhesive galling, when small pieces of material
adhere to the tool surface, can occur
when heat and friction from metal-to-metal
contact occurs. Image courtesy of Bohler
Uddeholm .
Some stampers have the mistaken impression that rolling fluid onto the coil is no more effective than spraying or dripping. That may be a result of not using the correct roller system. There are distinct differences in roller designs, and choosing the right one is critical to overall success or failure.
A roller applicator with an internally fed roll design gives the operator more flexibility in programming to ensure that the correct amount of fluid is applied for each specific job. An internally fed design provides the operator with a high level of control over application and is clean and precise.
In an internally fed roller design, rollers with a perforated roller core are covered with a wicking membrane and roller cover. Fluid is delivered evenly across the inside of the roller by an internal fluid dispensing tube. The fluid wicks through the roller cover until it is properly saturated. A programmable fluid delivery system allows the operator to set a predetermined lubricant film thickness and supplies fluid at the correct rate to replenish lubricant as it is transferred to the stock.
This level of control results in consistent, repeatable lubricant application and translates into consistent and repeatable metal forming. Roller sets simultaneously provide lubricant to the top and bottom of the stock, while also allowing for zoned coverage across the width of the coil.
Precise metering of the fluid and containment of the fluid inside of the roller cover reduce consumption—sometimes by half—compared to traditional spray applicators used in a typical metal forming operation that do not control application and overspray. Too, the roller systems are designed to evenly coat both sides.
Spray systems are prone to leaving fluid particulate lingering in the air and on the floor (see Figure 2). They also are dependent on high pressure to dispense the fluid. Spray nozzles can overcoat in the areas they do hit, while starving other parts of the die. The internally fed roller system evenly coats the coil while eliminating fluid particles in the air.
Notably, different roller designs achieve different levels of precision (see Figure 3).
ARJ Manufacturing has installed an internally fed roller application system into its processes.
ARJ equipped eight production lines with this type of fluid applicator. Results of an internal study showed savings of more than $20,000 a month in both fluid and fluid-related costs compared to the lubricant application system the company had been using. In addition, tooling life increased.
There is now no need to apply more fluid than the exact amount that is needed to do the job. Anything more than that is just waste and a puddle on the floor.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}