















Contributing Writer
 |
As I entered the clean, well-lit Midwest factory one day, I found several relatively new presses and feeder systems. The shop floor appeared to be well-organized, with material steadily flowing into and away from the presses. The employees seemed to know their jobs and were on task.
But when I started to look more closely at the equipment, I saw that only two of the presses had controllers mounted on them. One controller continually flashed an error signal, and the other controller's screen was completely black because it no longer had any power going to it. I later found out that the controllers had not been used in more than a year.
I asked about the die protection program and was shown a box of sensors, cord sets, and junction boxes jammed under a table in the corner of the toolroom. According to employees, there was, at the beginning, a great deal of enthusiasm and anticipation about the new die protection program. As the program progressed, however, it slowly died until it finally had reached its current condition.
By failing to take some basic steps in setting the foundation for its die protection program, this stamping company had unknowingly set itself up for failure from the beginning.
When a die protection program is integrated into your stamping system, the money that was once spent repairing costly die crashes can be channeled into tooling to help improve part quality. As fewer dies are crashed, production efficiencies go up, and the need for short runs and unscheduled die changeovers is reduced. When the system is automated and working properly, fewer people are needed to run the same number of presses.
An effective die protection program can become an asset to every department of your stamping operation. It can become a real selling point to customers who are looking for dependable suppliers. Customers who rarely visit your plant might come on a regular basis to watch the improvements being made to your plant and their tooling. Your company may be considered for more desirable work, not just the jobs nobody else wants to run.
But to reap these benefits, you have to commit to the program.
One of the first things you need to consider when adding new technology to your system is that the stamping environment is going to change. And changes almost always bring growing pains.
And like any other long-term investment, a die protection program will cost you money up-front. That cost will be felt in different degrees by every department. Accounting will need to budget for capital investments in controllers, sensors, and other hardware. Tool room personnel will be spending time learning the proper application and installation of sensors. Production may experience a slight increase in downtime as people are learning new technology and how to apply it. These all are investments that will pay off in the long run.
Total buy-in from each department is vital to a successful die protection program. Everyone in the organization has to understand that sacrifices must be made at the start of the program to reap the benefits and show returns for the life of the company. Giving the program focus in the beginning, and setting a good foundation daily thereafter, will help the program evolve into a functioning system that will later operate smoothly with little need of attention.
Designate a Leader. To start off on the right foot, dedicate a person to the task of heading the program. Set aside an area designated for research and development of the die protection technology. Give upper management regular updates on the progress of the program. All of these steps can move the program in the right direction and create the support necessary to succeed.
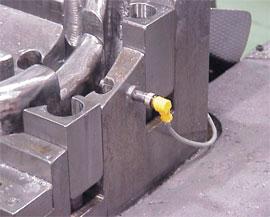 |
| Figure 1 A proximity sensor ensures that a part has been properly located into the trim station of a transfer tool. |
When you dedicate a full-time specialist and workspace to the development of a die protection program, you are making an investment and commitment to the future of your operation. Not only are you addressing the immediate needs of the plant by reducing die crashes, but you also are looking into the future of stamping that will allow you to move into the more advanced technologies of in-die measurement and self-adjusting dies.
Train the Staff. Training is vital to launching a productive, successful die protection program. You are adding a new element to the everyday task of producing parts, so the entire plant will go through a culture change. To embrace this change, people first must understand it.
You will need to educate toolmakers about sensors, programming controllers, wiring techniques, and troubleshooting. At the same time you must educate the press operators about the new technology. Show the operators that die protection can make their job easier and safer. Explain that die protection will give the company a competitive edge in business and allow it to expand and grow (see Figure 1).
Start Simply. Don't begin with the most problematic die or dies. You must learn to walk before you can run.
When beginning a die protection program, start with the simple dies to learn how to detect and program the basic feed and part-out sensors. Start with a tool that goes unnoticed in the shop, and work your way up to the dies from which you get bigger returns. Starting with the easier tools can give employees a couple of victories to look back on, building knowledge and confidence for addressing the more complex tooling issues.
Be Patient. Give the program time to develop. This is a long-term investment in your company's future. You must avoid the urge to make it all better overnight. You can't approach the program as a "flavor of the month." To ensure the success of a die protection program, you must set both long- and short-term goals, establish milestones, and define the resources needed to make the program a success. Remember, you are not just adding a bandage to the problem; you are curing the illness.
Be Informed. Going the cheapest route possible is another common mistake when investing in a die protection program. Saving a dollar up-front can limit the short- and long-term success of the program.
 |
| Figure 2 Photoelectric sensors using background suppression can be effective die protection tools. |
Just like all other electronics available today, controllers and sensors are being made faster, stronger, and less expensive than ever. Make sure the controllers you purchase are upgradable so they can change with technology. Take the time to compare what is on the market and find the strengths and weaknesses of each unit. Then determine what unit best suits the needs of your operation.
Salespeople are a great source of information. It will cost you nothing to have a vendor's salesperson visit and educate you about the advantages and various features of his or her company's products. Stay in contact with various suppliers so that you have a wide variety of information available to you.
Stampers in the U.S. and Canada are competing against stampers in Europe, Asia, Central America, South America, Australia, and Mexico. To continue to be competitive, stampers must use the efficiency improvement tools available to them (see Figure 2).
A friend once made the statement, "You can tell where the pioneers have been by looking for the dead horses and abandoned wagons." His point was that those who go first pay the biggest price. With die protection, the pioneers have already blazed the trail. The controller manufacturers have refined their products to be powerful and effective in stamping dies and strong enough to withstand the harsh environment inside the tool.
To keep from wandering off the path blazed to successful die protection, today's stampers must recognize that a die protection program will create changes that must be supported by every department. It's an ongoing commitment that must start with small steps and continue with training and education. Don't let your controllers and sensors collect dust; stay the course for success.
Greg Dickerson is president of Die Protection Technologies LLC, 6040 Crooked Creek Road, Nashville, IN 47448, 812-837-9507, fax 812-837-9507, diecrash78@yahoo.com, diecrashprotection.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





