















Editor-in-Chief
 |
The stamping industry has seen its share of consolidation over the last six years. As a result, many in the U.S. wondered what mode of metal forming would be likely to survive the twin terrors of cost-reduction pressures and threats from overseas stamping shops.
Conventional wisdom suggested that precision stamping, often linked to industries such as medical and electronics manufacturing, represented the future. That metal forming approach relied on sophisticated equipment, impeccable quality commitments, and just-in-time deliveries. Stamping houses involved in precision stamping in these robust industries appeared to be in a much better position to survive than other U.S. shops.
That's the sentiment that Jeffrey S. Cole, vice president, operations, for Weiss-Aug Co. Inc. shared with The FABRICATOR. Weiss-Aug is a 34-year-old company that specializes in custom insert molding, precision metal stamping, and assembly. The company, which started out as a stamping house, has won several awards over the years from the Precision Metalforming Association recognizing the company's design and metal forming expertise.
But plaques on the wall don't translate into happy customers. It all boils down to on-time delivery of quality products at a competitive price—in short, complete customer satisfaction.
 |
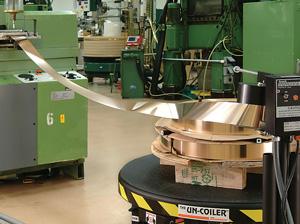
| Weiss-Aug setup specialists are no longer manually handling coils of metal. Forklifts drop the pallets of coiled metal on the Un-coilers, and the setup specialists feed the coil end through the payout's guide drum and into the machine feed. |
"In today's competitive environment you need to work smarter by gathering the data," Cole said. "We have been able to streamline a lot of our processes by using the data to understand what we are doing, attack the processes, and improve them. We also have even gone back to some customers and offered cost reductions."
"The data drives us," said Al Albanese, stamping manager. "That is the key to our success so far and into the future."
That approach has led to a dramatically different-looking and -operating shop floor at Weiss-Aug. The changes continue to this day, with one of the most dramatic being the way coils are handled.
For two years since he has been in the VP seat, Cole has pushed the data-driven philosophy. Data identifies a production problem; teams are assembled to work on solving the problem; a solution is proposed and put in place; the team revisits the data; and the news—often put in dollars saved—is shared with the rest of the employees. These improvements—ranging from more on-time deliveries to a better way to collect runoff lubricant from the presses—are posted on a bulletin board in the pressrooms.
In 2005 industrial engineers were brought in to look at the flow of goods and found a congested production area with a lot of underutilized equipment. With the numbers in hand, Albanese went to work.
 |
| Among the metals Weiss-Aug stamps are brass, copper, stainless steel, steel, and not-so-common metal alloys. |
Weiss-Aug, which employs 100, reduced its number of presses from 37 to 29 and two tryout presses. Albanese weeded out older models that were no longer being supported by their manufacturers and standardized on Bruderer presses.
"They are a good fit for our product mix along with making cross training of team members much easier. With this cross training, it also gives us flexibility in scheduling and assigning resources," he said.
With fewer presses, more room was made available.
"We now have room to move about the pressroom. We have organized storage area throughout the pressroom," said Albanese, referring to the newly organized auxiliary storage area in Pressroom No. 2.
Unlike when some of the presses were being only used 30 percent of the time, the presses constantly hum now with activity. In fact, in Pressroom No. 1 where 11 high-speed, 22-ton presses churn out millions of parts per day, some of the presses run unattended during a third shift. Albanese said only two setup specialists and one machine technician are needed for the 11 presses.
In Pressrooms No. 2 and 3, both built during separate Weiss-Aug business expansions, intermediate- and large-size parts are produced on 30- to 60-ton presses. The seven presses in Pressroom No. 3 have long-bed capability to handle parts the 11 presses in Pressroom No. 2 can't accommodate. A 90-ton press in Pressroom No. 2 is the largest in the Weiss-Aug arsenal.
In addition to reconfiguring of equipment, Pressrooms No. 2 and 3 are undergoing another change. Horizontal Un-Coilers™ from Norwalk Innovation Inc. are being installed on all the coil processing lines. The goal is to replace all traditional, vertical modes of coil payout—which requires workers or overhead hook and chains to lift the coils onto the equipment—over the coming years.
"A big concern of mine, being shop floor management, is not only that we are efficient in what we do and we get product out the door on time, but also the safety of the team members that are working here," Albanese said. "By bringing in the Un-Coilers, or the palletized payout system, I have operators that are no longer lifting 60- or 100-pound coils."
More room on the shop floor means more room for forklifts to take pallets to the new payout system. The trucks grab the pallets from storage—some which may have a collection of 40-inch steel coils weighing close to 3,800 lbs.—and deposit them on top of the payout platform.
The setup specialist cuts the strap on the top coil, feeds the coil end through the payout system's guide drum, and inserts the coil into the machine feed. When the coil ends, the setup specialist removes the core and repeats the steps taken in setting up the first coil.
The equipment feeds the coil as the stamping press's feeding mechanism pulls on the strip. The pulling effect draws the Un-Coiler's guide drum out, which causes the drive to start up and rotate the table. The farther the guide is pulled out, the faster the table rotates. Tim Malarky, Norwalk Innovation's director of marketing, said linear, horizontal action helps to ensure constant tension, unlike the older, pendulum-type vertical feeds.
Albanese said he looks at the old payout systems as good at one time, but not now. They still can do the job, but not very efficiently:
In some instances, the old payout systems weighed more than a pallet of metal coils. A forklift was necessary to move the equipment.
Heads for the oldest vertical payout systems were different from the other vertical payout models. If a new head was needed and a replacement couldn't be found in-house, a line could be shut down for days. "I don't have three days to get a line up and running. I have three minutes," Albanese said.
 | "A big concern of mine ... is not only that we are efficient in what we do and we get product out the door on time, but also the safety of the team members that are working here." Al Albanese, |
Extension arms had to be used for the old payout systems so that the larger coils wouldn't hit the pallet on which the coils were delivered. For some of the bulkier extension arms, a 25-lb. counterweight was required for the payout system to work correctly.
The Un-Coilers, on the other hand, can be moved with a lift truck or pushed into position manually; can share parts because they are consistent in design; and can handle a stack of coil up to 48 in. in outer diameter. In addition, the palletized payout systems have a patented, direct rotary drive system that has no belts, chains, clutches, or gears. Albanese said the units have proven to be virtually maintenance-free since they have been installed.
"If I have to put a time on it, we are saving 11 minutes a coil change on average," Albanese said.
On some equipment that requires 10 coil changes per day, that can add up to a lot more uptime, he added.
The palletized payout systems also put Weiss-Aug in a good position to improve on its overall quality scores. The coils no longer are handled manually and exposed to slings and hooks, reducing the chance of coil edge damage. Also, because the guide drum controls the tension and rotation speed, soft metal such as brass and copper aren't as likely to get marred.
Cole already is looking ahead and envisioning the Weiss-Aug shop floor evolving yet again to keep up with the needs of its metal forming customers and outside competitive pressures.
"Probably our next stepping stone will be looking at a traverse type of wound coil. That'll probably be the next specific lines that we run continuously," he said. When that time comes, add-on coil tension arms to secure the traverse wound coils are available for the Un-Coilers.
In the meantime, the horizontal payout systems are paying off in terms of time saved and increased safety. The investment is only one step on the journey to zero-defect metal forming, but it's putting Weiss-Aug in a better position to handle any other changes that may affect its shop floor activities.
| How precise is precision stamping? |
| In this day when you can still buy a $25,000 automobile with distinct differences in the gap widths on both sides of the hood, "precision" means different things to different people. The dictionary defines "precise" as sharply or exactly defined. Weiss-Aug Co. Inc. defines precise as zero defects or, more realistically, as producing as many stamped parts as possible with as few defects as possible and at a competitive price. In 2005, the company's stamping operation had a reject rate of 0.9 part per million. Considering the many steps required to form some of its customers' more complicated parts and the exotic alloys and soft metals it works with, Weiss-Aug has achieved a commendable quality record. For instance, at the time of The FABRICACTOR's visit, one Bruderer 22-ton press was producing 1,500 stamped beryllium copper parts per minute (two stamped parts per side of a strip that was then rolled up in a coil for delivery to a computer component manufacturer). As the coil was fed through the tool and die in the press, it was blanked, coined, preformed, and cut into the final size. (The proprietary nature of the end application prevented the part from being photographed.) On a much larger part destined for an automotive application, a vision system checks every freshly stamped part that is fed out of the 90-ton press. Jeffrey S. Cole, vice president of operations for Weiss-Aug, said this type of quality check is required now for any successful stamping operation. |
Weiss-Aug Co. Inc., P.O. Box 520, 220 Merry Lane, East Hanover, NJ 07936, 973-887-7600, fax 973-887-8109, www.weiss-aug.com
Norwalk Innovation Inc., 7 Progress Drive, Shelton, CT 06484, 800-688-2645, fax 203-944-0753, info@norwalkinnovation. com, www.norwalkinnovation.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





