















Dale Elenteny
 |
The deformation process creates friction and heat that lubrication is designed to reduce. Lubricants create smooth-surface finishes by preventing metal pickup, welding, or scoring. They also cool the metal to minimize effects on the gauge or metallurgical properties and help maintain part shape.
Different forming operations such as blanking, bending, or piercing vary in severity from easy to difficult, depending on the metal's size, thickness, and surface condition. Lubrication application techniques include spray, flood, roller coat, immersion, drip, and manual. Some fluids can be recirculated or applied with electrostatic precision, dried to provide a film, or chemically bonded to surfaces.
Lubrication properties such as viscosity, wettability, and cooling and extreme-pressure additives can significantly impact tool life, part quality, and productivity. Lubricant mechanisms that reduce friction, dissipate heat, and prevent metal galling include:
•Hydrodynamic (fluid lubrication): The lubricating fluid acts as a film separator under moderate pressure conditions.
•Boundary: Polar additives such as fats or solids like graphite provide a cushion or separation under heavier pressures. Boundary lubricants form a passive film on the metallic substrate and tooling.
•Extreme pressure: These chemical agents, such as sulfur, chlorine, and phosphorus, form compounds with iron under the heaviest pressure and temperature conditions. Extreme-pressure lubricants form a chemical film that bonds to a metallic substrate and tooling.
Manufacturing technologies are evolving rapidly because of increasing overseas competition and improvements in machine and tool design and composition. Here are some advances in manufacturing technology that have spurred advances in lubricants.
Increased Operating Temperatures. The need for faster production speeds has led to the increased use of coated tooling, in-die tapping, and progressive dies in multistage presses. The development of specialized application equipment and faster production speeds require forming lubricants with improved wetting, penetration, and coverage capabilities on tooling and part substrates. The lubricant should be compatible with all tooling facets over the long term, and various additives shouldn't chemically or physically degrade these coatings. Often specialized corrosion inhibitors are incorporated to improve long-term use.
Changing Metallic Substrates. Stampers are using more aluminum, galvanized metals, and other nonferrous substrates in automotive and appliance stamping. The need for high-quality surface finishes has required enhancements in boundary and extreme-pressure lubricant additives and eliminated others such as chlorine.
Nonferrous, galvanized, and coated metals also need specialized chemistries such as corrosion inhibitors and alkalinity. Normal-use pH for nonferrous metals is 8.0 to 9.2 versus 8.0 to 10.5 for ferrous substrates. Corrosion inhibitors with a high degree of surface activity are needed to prevent the formation of aluminum oxides and zinc oxides, which can lead to subsequent staining or corrosion.
Stampers also are using lower-grade metals with specialized coatings for applications to offset higher production costs and for short-run jobs that require long setup times or specialized tooling.
Post-treatment of Formed Metals. Automotive manufacturers use specialized rivets and structural adhesives instead of welding to join components such as quarter panels, floor panels, and doors (inner to outer). Often, applied structural adhesives do not fully cure until the car has been painted.
The use of hydroforming has increased the size of structural elements, which reduces the number of components and subsequent methods of attachment, such as welds. Regardless of the method, surface cleanness is paramount, and forming lubricants must be cleanable with mildly alkaline or nearly neutral aqueous cleaners. Aqueous cleaning agents can remove traces of forming lubricants for successful post-treatment processes such as painting.
Synthetic chemical technologies were developed because of requirements for nonpetroleum, non-oil-based products. Unstable petroleum prices and increasing health concerns about oil mists pressured stampers to seek alternative technologies, such as chemical agents for mist suppression.
Petroleum oil-based products create incompatibility problems with many post-treatment processes. Cleaning lines must incorporate aggressive cleaning agents, higher operating temperatures, or longer exposure times to compensate. While improving cleanability, these conditions often are incompatible with the metallic substrates and can increase costs.
Petroleum hydrocarbon oils also have environmental repercussions. Waste treatment processes can remove petroleum hydrocarbons successfully, but often require specialized emulsion breakers or polymeric molecules to separate physically and chemically the oils from the aqueous waste stream. These chemicals require additional application equipment and process time. Disposal costs for waste oil continue to increase, and landfill or incineration can increase costs and are ecologically unsound.
Additive suppliers developed boundary and extreme-pressure lubricant additives as replacements for petroleum oils in synthetic forming lubricants. Synthetic esters based on hydrophobes are used widely in true solutions and synthetic emulsions. These esters offer good hydrodynamic and boundary lubrication, wetting, solubility, cleanability, and waste treatment. Polymeric esters are suitable for high temperatures and can handle high metallic stresses.
Because of their natural origins, vegetable oil-derived base stocks and esters are used in environmentally sensitive applications. These biodegradable lubricants can be used over a wide temperature range, and their high viscosity does not vary as much with temperature as mineral oils' viscosity. This allows them to be used in forming lubricants, total-loss lubricants such as mist lubes, and in specialty hydraulic fluids. Vegetable oil-based chemistries are genetically modified to alter their fatty acid distribution for enhanced high-temperature performance and oxidative stability.
Chlorine has been used for years as an economical extreme-pressure additive in all types of forming lubricants. However, it has come under increasing scrutiny for environmental issues, and many companies have restricted or banned its use. Chlorinated chemistries have limited solubility characteristics and can contribute to corrosion problems because of its poor hydrolytic stability. Sulfur also has limited use in synthetic lubricants for similar reasons.
Lubricants with phosphorus additives have good solubility characteristics and hydrolytic stability. In addition, they contribute to corrosion inhibition and improved wetting characteristics of most synthetic formulations. Phosphorus-based chemistries can be formulated into true-solution and emulsion-type synthetics.
Esters based on phosphorus exhibit extreme-presence properties for forming ferrous and nonferrous metals. Polymeric esters, based on different hydophobes and phosphorus, offer a balanced blend of both hydrodynamic, boundary, and extreme- pressure lubrication properties.
Polymeric esters containing phosphorus have improved resistance to the formation of calcium and magnesium soaps in hard-water applications compared to normal phosphate esters. Synthetic formulations containing phosphorus may be susceptible to microbiological degradation, and they might require added alkalinity and microbiological resistance in their formulations.
 |
| Figure 1 |
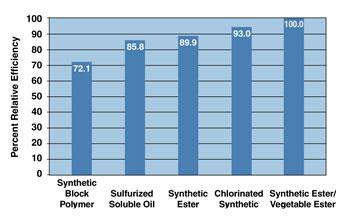
A variety of true-solution synthetic and sulfurized water-soluble oil lubricants were tested using the tapping torque test machine (see Figure 1). Tests were conducted using ASTM D 5619-94, "The Standard Test Method for Comparing Metal Removal Fluids Using the Tapping Torque Test Machine."
Torque required to tap a series of threads with a blank metallic nut is measured for a series of lubricant formulations and compared to a reference fluid oil. The rate of the average torque values of the reference oil to the test fluids is expressed as percent relative efficiency. Relative efficiency values can be compared using the average torque values from the reference fluid on taps (tooling) proven to be statistically equivalent.
Four synthetics were evaluated against commercial sulfurized water-soluble oil. The test, a 1-to-1 dilution in water on 1018 steel, evaluated a lubricant spectrum, from hydrodynamic and boundary zones to extreme pressure. Lubricant depletion did occur with eventual film degradation concluding the test.
The synthetics tested were a range of boundary and extreme-pressure lubricants, including a base synthetic ester, a chlorinated ester, a block polymer, and a synthetic ester in conjunction with a vegetable-derived ester. Three of the synthetics performed well compared to sulfurized water-soluble oil using a 95 percent confidence interval. The higher the relative efficiency, the better the lubrication. Base synthetic ester in conjunction with vegetable-derived ester outperformed all of the other lubricants.
Because of advances in chemistries, applications, and equipment, stampers now have access to better technologies for synthetic drawing and stamping compounds. From these developments, the next generation of synthetic stamping and drawing fluids are entering the marketplace.
These oil-free and water-reducible products have improved lubricating properties; lower solids, which are easier to clean; and can extend the life of the cleaner bath. They also offer corrosion protection, exhibit less die buildup, and can improve welding properties.
The new generation of synthetics are environmentally and operator-friendly, reduce heat on workpieces, and help produce parts that come off the press cool to the touch.
In spite of the rising cost of specialized additives, overall lubricant economies can be realized through higher production rates, improved surface quality, and reduced downstream problems such as waste treatment costs.
Bob Trivett is a senior chemist, Dale Elenteny is vice president—manufacturing, research and development, and Joe Manfreda is marketing services manager of PICO Chemical Corporation, 400 E. 16th St., Chicago Heights, IL 60411, 708-757-4910, fax 708-757-4940, picochem@aol.com, www.picochemical.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





