















Pressing through power failures:
Transfer press energy overcomes voltage fluctuations at BMW
 |
Transfer presses are used in the automobile industry primarily to produce sheet steel body panels. In traditional transfer presses, the press slide and the part transport mechanics are coupled using mechanical transfer. As a result, the vertical motion of the press ram must be coordinated with the horizontal movement of the material to prevent a crash.
Modern transfer presses use electronic transfer, which means the mechanically decoupled servo drives perform the parts transfer in or out of the press. This increases the machine's flexibility, but in the event of a power outage, the ram and transfer movements may fail to coordinate properly.
An interruption in the power supply will result in insufficient energy to accelerate or decelerate the drives in a controlled fashion, opening the door to a possible collision between the ram and the parts transfer equipment.
Servo drives generally handle short power outages by employing large capacitor batteries in a common DC bus link. Depending on the machine's load, the stored energy is sufficient to pull the mechanics out of the danger zone within a few seconds.
However, the movements between the press ram and transfer then continue in an uncoordinated fashion. The drive must be resynchronized after an emergency stop on the press, and any material that already began running in the press must be removed. That can take up to several hours.
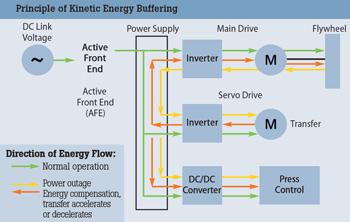 |
| Figure 1 C A vector control with active front end (AFE) as a rectifier unit provides the main press drive. |
Optimal Energy Utilization
Transfer presses have very large flywheels to accumulate and store the energy necessary for the forming process. This stored energy is used as a kinetic energy buffer, which can be converted into electrical energy during a power outage. Then the main drives act as a generator and supply energy to the transfer drives and press controls via the common DC bus. This energy reserve is sufficient to bring the press to a coordinated stop.
The principle of kinetic energy buffering is not new. It has been used for many years on machines with large rotating elements (such as textile and paper machines or machine tools), and it is particularly suitable for transfer presses with large flywheels.
During a full power loss, the backup energy will run the press control, safety features, and control console for up to 30 minutes. The operation and production data also remain saved. This allows the press to function without an uninterruptible power supply. The synchronous movement between the pressing ram and transfer is maintained, even during a power outage.
BMW's Integrated Transfer System
When BMW Dingolfing (Germany) decided to modernize one of its transfer presses, the desired benefits included increased line availability, increased production through the use of an electronic transfer system, and reduced maintenance. However, one of its highest priorities was to minimize or eliminate the risk of production loss caused by interruptions in the power supply.
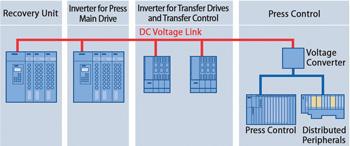 |
| Figure 2 The concept of kinetic energy buffering with vector control and AFE technology is suitable for centralized or decentralized designs, making it useful for transfer presses or even press lines. |
To fulfill these requirements, the company's approach employed comprehensive, totally integrated automation. Harmonized components allowed all of the press transfer elements and the entire press control to be connected to a common DC link voltage. The high DC link voltage then is converted to the appropriate voltage.
A vector control with active front end (AFE) as a rectifier unit provides the main press drive (see Figure 1). This can be switched to generator operation using standard software functions to convert the kinetic energy stored in the flywheel back into electrical energy. When a power outage occurs, the AFE ensures the important, safe separation of the DC link voltage from the power supply, without short circuits, tripped circuit breakers, or cross firing of the inverters.
The concept of kinetic energy buffering with vector control and AFE technology is suitable for centralized or decentralized designs, making it useful for transfer presses or even press lines (see Figure 2).
The risk of production losses caused by unstable mains is minimized. The common DC link voltage balances power among all drives, reducing small-scale power spikes or dips in the process. Press input power and energy costs are both reduced.
AFE technology eliminates the need for compensation systems and allows the use of smaller transformers, while the three-phase AC technology is almost maintenance-free.
John Meyer is manager of marketing communications with Siemens Energy & Automation Inc., 390 Kent Ave., Elk Grove Village, IL 60007, 847-640-1595, fax 847-952-4116, SiemensMTBUMarCom.sea@siemens.com,www.siemenscnc.com.
Want more information? If you're interested in learning about tooling for transfer presses, read "Creating finger tooling for three-axis transfer presses". T o learn more about automation at BMW's Dingolfing plant, visit Siemens' website. |
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
