















Contributing Writer
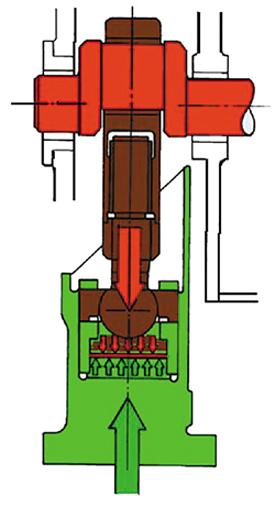 |
| Figure 1: Once activated, the upper portion of the overload system remains stationary, while the lower portion pushes upward with the slide to relieve the overload. |
A hydraulic overload protection system senses an overload condition in mechanical presses and releases hydraulic pressure in a collapsible cylinder, thereby allowing the slide to be pushed upward by the overload force.
The primary purpose of the system is to prevent damage to the press in the event of an overload. It is a standard feature on many presses.
In addition to protecting the press, it can at times:
1. Help to protect a die.
2. Stop operation in a dangerous condition.
3. Release a press that is stuck on bottom.
4. Sense a die that needs sharpening.
5. Reduce connection clearances.
6. Sense extreme off-center loads.
The system usually is located near the lower end of each connection. The upper portion of the system remains stationary during activation, while the lower portion is free to push upward with the slide, thus relieving the overload (see Figure 1).
Without such a system, an overloaded press will give at its weakest point. This can cause a stretched tie rod or upright, bent crank, or eccentric shaft; crushed bearing; broken connection pin or adjustment screw; cracked bed, slide, or crown; or slipping or damaged clutch.Even if the press survives overload without breaking, its clearances can be increased and parallelism destroyed. If the overload occurs under one connection in a multipoint press, the gibs can be damaged by the slide's cocking.
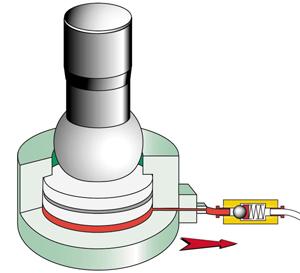 |
| Figure 2: Check valves drain oil through a small opening. |
Hydraulic overload protection systems can be differentiated by the type of actuation mechanism used. Several basic types are available.Check Valve. This is the oldest, most inexpensive triggering method, in which a spring-loaded check valve opens and permits oil to drain away when pressure exceeds a set limit (see Figure 2).
Solenoid Valve. The most common method of actuation, this system uses a solenoid valve to open a drain line when the oil pressure limit is exceeded (see Figure 3). It relies on a pressure sensor in the valve or a signal from an electronic load monitor for actuation.
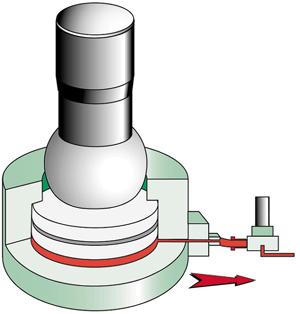 |
| Figure 3: Solenoid valves rely on a pressure sensor in the valve or a signal from an electronic load monitor for actuation. |
Overload can be caused by many conditions, including:
1. Setting the shut height too low.
2. Loading a die that requires too much tonnage.
3. Getting slugs or foreign material lodged in the die.
4. Misfeeding material or allowing it to buckle.
5. Positioning the die improperly.
6. Using incorrect material.
7. Using material that changes in hardness or thickness.
A press overload can occur on one side of a multipoint press and not the other. In fact, this is the most common overload condition. The die's total tonnage requirement is not the only measure. For example, a 400-ton die will overload a 400-ton, two-point press if more than 200 tons of the load are under one connection.
At a minimum, uncorrected overload results in reduced press accuracy and service life. Worse, repairing a broken press is expensive and time-consuming, and the loss of production can reduce profits or even cost you a contract.
An overload protection system offers a quick way to release a press that has been stuck at the bottom of the stroke, which can happen if the shut height setting is not correct for the die.
A press becomes stuck on bottom when the slide encounters the workpiece without sufficient force, energy, or clutch torque to complete the revolution. The machine crunches to a halt with the punch still in the material.
Because the slide is stuck in compression against the tool and bed, the clutch may have insufficient torque to allow the slide to move in either direction. This happens most frequently during setup, when the stroke speed is too slow to permit the press to generate its full energy.
On older-design straight-side presses that are not equipped with a protection system, heating and releasing tension on the tie rods usually is necessary to free a stuck press. This is a laborious process that takes the press out of production while the tie rods cool to regain tension.
Using hydraulic tie-rod nuts eliminates the need for heating and cooling tie rods but still requires releasing tension that may affect frame alignment when retightened.
Because it has no tie rods, a gap-frame press without a protection system must be unstuck with a torch that cuts the die or press components. This results in expensive repairs to the die or press, as well as production downtime.
In newer presses with an overload protection system, a stuck-on-bottom condition is released by pushing the unstick button, quickly draining the overload cavity. The pressure on the slide is thereby released, and the press is unstuck. The press can be back in production as soon as the cause of the sticking condition is removed.
Note that overload protection is more effective in a link-motion press than in a conventional crank-motion press. Because the slide travels downward as much as 35 percent more slowly near the bottom of the stroke in a link-motion press, it moves a shorter distance during the protection system's actuation.
This means that the rise in overload force will be slower than in a conventional machine, giving the system more time to function and offering less opportunity for damage to occur.
Overload can happen by mistake or by an unnoticed change in the die or material. Including a properly maintained overload protection system in a press design helps to keep the press in service, minimizing press downtime and expensive repairs.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





