















Robotic press tending: available equipment and its effects on press productivity
A robot can load or unload a stamping press or operate in a destacking application quickly, tirelessly, and more safely than can a human operator.
 |
Robotic press tending applications in the past have been limited to large tandem production lines. However, with a payback of less than two years in many cases, robots can be justified for many smaller press applications as well.
Robots commonly are used for interpress handling, or transferring parts between presses. Increasingly, however, robots are being used in intrapress applications, in which they move smaller parts among three or four dies within the same press.
Robots also offer an alternative to automatic transfer presses in applications in which parts must be reoriented (tilted, rotated, or flipped) as they are moved between operations.
Robot Selection
When selecting a robot for press tending, three of the many features to be considered include size, flexibility, and mounting options.
Size. In addition to part weight, moment and inertia calculations are important when determining the size (payload capacity) of the robot needed. End-of-arm tooling weight also must be included in the payload calculations. Because grippers often are located on long offset spider booms that extend from the robot wrist, the inertia created by the movement of the gripper also must be considered.
The size (payload capacity) of a robot required for an application can be determined by using the formula to calculate the allowable inertia. The distance from the center of the robot wrist to the center of gravity of the part is squared (L2) and then multiplied by the weight of the part (W).
For example, if the distance from the center of a robot wrist to the center of gravity of a part is 1 meter (40 inches) and part weight is 9 kilograms (19.2 pounds), the allowable inertia is 9 kilograms.
Flexibility. Choosing between a four-axis or six-axis manipulator depends largely on whether parts must be reoriented as they are transferred. Tilting the parts back and forth or rotating them between dies or presses generally requires the added flexibility of a six-axis robot, which can be programmed to manipulate parts between die stations. Simpler applications, in which parts can be placed in the dies without being reoriented, can be handled with a less costly four-axis robot.
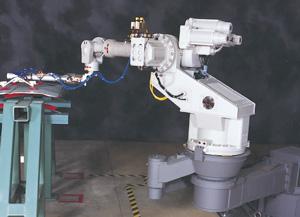
Mounting Options. If limited floor space and access to dies are concerns, a press-tending robot can be mounted on a pneumatically or manually powered roll-away base, positioned overhead on press machine support columns, or mounted to an overhead beam structure (see Figure 1). A robot also can be mounted on shelves or platforms to the side of a press to save floor space.
 |
| Figure 1: If the application calls for it, robots can be invert mounted. |
Determining the placement of a robot near a press hinges on how dies are changed during production. Because dies usually are removed from the front or rear of a press, robots usually are placed to the side of the press or mounted above it so that dies can be accessed easily. If an application requires a manual operation, a robot must be located so that it does not interfere with the operator's access to the press. A final consideration involves mounting robots so that they have sufficient reach to transfer a part to the next operation.
Retrofitting Robotics to Existing Presses
Presses built in the 1950s and 1960s can be retrofitted with standard programmable logic control packages for suitable integration with modern robotics. When retrofitting an older press that uses basic relay logic, typical interface signals are limited to three choices: press in automatic, press open, and press working.
However, newer presses retrofitted with the controls packages can provide this basic information, plus additional input/output (I/O) signals that denote conditions such as part present in die No. 1, counterbalance pressure normal, press in single-stroke mode, emergency stop OK, etc. Newer presses also can provide the controls package with additional I/O signals that can be used for statistical analysis purposes such as number of parts produced per hour, shift, day, month, or year, and an error code history of the production line.
Whether a newer or older press is retrofitted, it must have adequate die clearance for a robotic gripper and the part. Height of the press opening is critically important. A die generally has about a 24-inch stroke. A rule of thumb is to have at least 8 inches of daylight above the part after it has been lifted clear of the lower die.
End-of-arm Tooling
The tooling fitted to the end of a robot arm is of great importance in press tending operations because it allows the robot to be customized to the specific application. End-of-arm tooling is the only part of the manipulator that actually reaches into the die. However, a shock sensor should be employed to protect the robot arm in case of an accidental collision.
Vacuum Grippers. Most robotic sheet metal press tending applications involving press loading or destacking use vacuum grippers that are offset from the robot wrist (see Figure 2). Vacuum grippers are the most forgiving type of end-of-arm tooling because they form to the part. A vacuum gripper with adjustable spacing between vacuum cups provides the most flexibility.
 |
| Figure 2: Vacuum grippers are widely used in press loading and destacking applications. |
Mechanical Grippers. When removing individual formed parts from a press, mechanical clamp-type grippers also can be used. Mechanical grippers are useful in cases in which surface conditions of a part - - for instance, perforations, oiliness, or waviness - - prevent the use of vacuum grippers.
Magnetic Grippers. Magnets also are used in press tending and sheet metal destacking operations. Magnetic grippers are used less often than the other styles because magnets can be less flexible than vacuum cups and add extra weight to end-of-arm tooling.
Destacking Accessories
Several common methods are used to present stacks of sheet metal blanks to a destacking robot. The simplest form is to use stationary tables on either side of the robot onto which a forklift operator loads stacks of blanks. Stacks also can be rotated into the robot's work envelope using a heavy-duty, two-position indexing turntable.
Fanner magnets on the tables can keep the blanks from sticking together when the robot picks them up, but they do not work with aluminum or other nonferrous materials. Double-blank detectors often are incorporated into the loading robot's end-of-arm tooling and sense a magnetic field through the parts to determine whether a gripper has picked up more than one sheet metal blank.
Another method of destacking is a three-station, inline chain-driven live roller conveyor. An operator loads blanks into the first station, and the stack rolls to a second station, where fanner magnets are located and the robotic destack operations are performed. The third station on the conveyor is used for rejects, purging partial stacks, or unloading empty pallets.
Productivity
Cycle Time. Robot cycle time varies, depending on the application. For high-speed press applications, particularly on tandem press lines, the press cycle is a key factor in the overall cycle time that can be achieved for the entire workcell. A complete 360-degree press cycle is calculated from the point at which the press is fully open, called top dead center and designated as zero degrees, until it has closed (180 degrees) and is once more fully open (at 360 degrees).
For a tandem line that uses one robot to load the press from the front and another to unload it from the back, an average cycle time of about one part every 6.5 to 8 seconds, or 450 to 550 parts per hour, can be expected. If only one robot is used to load and unload a single press, the cycle time is roughly one part every 7.5 to 9 seconds, or 400 to 480 parts per hour.
A robot usually can release a part 0.5 to 1 inch above the die, and the part self-nests, or seats itself, in the die. This ability to release the part above the die helps to minimize cycle time.
Another way to improve cycle time is to program a robot to move into the press as the press is opening, at about the 275-degree position. For obvious safety reasons, a human operator never should reach into a moving press.
Two press synchronization devices — encoders and resolvers — often are used to optimize cycle time. The devices allow an operator to reprogram a robot's entry into a press with a few keystrokes. Although limit switches could be used to perform the task, an operator would need to change the switch manually each time an application required the robot to enter the die at a different time.
An encoder device mounted on the press is wired directly to a special board in the robot controller, which monitors when the press is opening and releases the robot to move in.
Resolvers require the installation of input cards in the local rack of a programmable logic controller. The controller monitors the press cycle and signals the robot the angle the press opening should be when the robotic tooling enters. It then sends a go or no-go signal to the robot to move the tooling into the press at the appropriate time. Resolvers frequently are used on larger tandem press lines that use the controllers.
Die and End-of-arm Tool Changeover. In a press application, automatic die changeover requires from two to 10 minutes, while manual die changeover could take hours. For end-of-arm tooling, manual changeover of grippers is the more commonly used method, and it requires only seconds. Manual changeover generally is simple — an operator releases a lever on the gripper, slides the old tool off, and puts on a new one.
When automatic end-of-arm tool changing is used, it almost always is in conjunction with an automatic die changeover system. However, because of the variety of parts that may be run through a press line, it is not always possible to store multiple grippers within reach of the robot. In many cases, a pneumatic shuttle is used to transfer the appropriate gripper into the workcell and then transfer the previously used gripper out of the cell. With this type of automatic tool changeover, sensors built into the grippers are used to verify tool identity to the robot.
Conclusion
Robots are an option for many press-tending applications. They can reduce the potential of injuries that result from prolonged repetitive lifting, such as back strain and carpal-tunnel syndrome, and they eliminate operator fatigue and downtime between shifts. Because they supply accurate, repeatable motion, robots also can contribute to reduced scrap rates and increased production rates.
About the Authors
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Dynamic Metal blossoms with each passing year

4
Steel industry reacts to Nucor’s new weekly published HRC price

5
Metal fabrication management: A guide for new supervisors
