















Roller leveling 101
A review of the basics

Editor's Note: This article is adapted from Brownie Cox's conference presented at FABTECH® International & AWS Welding Show, Oct. 31-Nov. 2, Atlanta,© 2006 by the Fabricators & Manufacturers Association Intl. (FMA), the Society of Manufacturing Engineers (SME), and the American Welding Society (AWS).
The science of leveling metal strip has two main goals. The first is to make the metal's surface flat and ripple-free. The second is to neutralize hidden internal stresses that cause twist and bow in parts during secondary operations, such as stamping.
Every metal coil has unique characteristics. Before exploring the solutions, it's important to understand how the problems got there to begin with.
Yield Versus Stretch
A yield point refers to an elastic state, which is a measurement of internal tensions (see Figure 1). When flexed within this elastic zone, metal will spring back to its previous state. Metal forced beyond that point enters a plastic state, or plastification, where it becomes less resistant and more workable. The tensile marks the point where the material can fracture or crack.
The modulus of elasticity (MOE) indicates a strip's amount of stretch, or elasticity. For example, the MOE for aluminum is three times higher than that for ferrous materials. Aluminum is forced much more before it will lose its springback than the same thickness in steel. This suggests that more horsepower is required for aluminum than for steel or stainless steel. If a leveler is intended to work with both types of material, its horsepower must be rated for aluminum.
The Perfect Coil. Large, crowned rolls counteract deflection caused by enormous working pressures during the rolling process at the mill. These crowned rolls also help in steering the strip at high speeds as it's sized to the target thickness. Hydraulic pressure applied to the roll ends is needed to produce the final product's shape. If pressure from roll to surface is equal across the width, the length of the strip will be exactly the same at all points—creating the perfect strip.
Coil Set, Crossbow. These two problems appear in every coil and are relatively easy to solve. Coil set is caused by winding a coil under tension, which makes the outer surface slightly longer than the inside surface. When coil set is pulled lengthwise, the longer outside wrap will cause the shorter inside wrap to curl lengthwise, which is called crossbow. These two normal coil characteristics can be removed easily using a coil straightener or flattener to bend the strip back, equalizing the lengths.
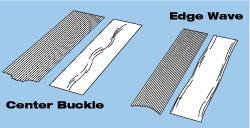
Edge Wave, Center Buckle. When roll pressures across the face of the strip are not equal, shape problems will occur (see Figure 2). Unbalanced pressures stretch a strip unevenly, leaving ripples across the width. For example, if a coil is cut into narrow bands and laid together on the floor, you would see that its outside bands are longer than the inner bands (see Figure 3). This shows that waves on the edges are an accumulation of additional material. You can't make these bands shorter, so you must stretch the short bands. When all of the bands are the same length, surface flatness is achieved.
The Three-stage Leveling Process
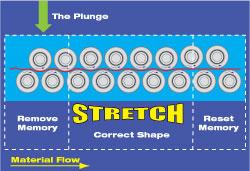
Stage No. 1. Leveling is achieved by precisely bending metal strip back and forth as it's passed through a series of small-diameter offset rolls. The gap between the rolls is set independently on a leveler's entry and exit. To level, deeply nest the entry rolls. This forces the material to pass through extreme angles to erase memory caused by trapped internal stresses. It's also called the plunge, a technique for removing strip memory (see Figure 4).
Stage No. 2. A leveler uses adjustable pressure points called flights under the rolls to raise and lower them to a precise position. By adjusting a work roll's shape, you can alter the material path length through the leveler. A longer path length allows material to be stretched more because more work is being performed on it as it passes through the rolls.
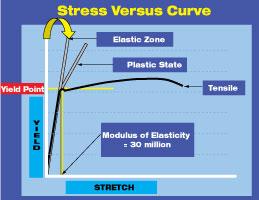
Figure 1A yield point refers to an elastic state, which is a measurement of internal tensions.
Outer edges can be wavy with longer material lengths. To keep them from stretching further, choose the short path for the outer edge flights. To achieve flatness, the strip's center must be stretched. Adjust the central flights upward to nest the rolls deeply, forcing the strip through the long path. If all material is equal length, the strip will be flat when it exits the leveling rolls.
If center buckle is present, the center is long. The flights need to be adjusted higher on the edges, making a longer path for the edges of the strip. It's human instinct to want to work the material where it looks the worst. But, in fact, you should always work the material where it is flat and tight because it's shortest and needs stretching.
Stage No. 3. Finally, it's time to reset the strip's memory to flat as it leaves the leveler. The appearance of the material shipped to the end user is achieved in the final three roll clusters. If the roll gap is set too deep, the material will be forced upward by the last roll, creating up-bow. It's normal to set the leveler's exit gap near the material's gauge, a simple but important rule of thumb.
Removing Internal Stresses
It's easier to understand if these stresses are thought of as layers within the strip.
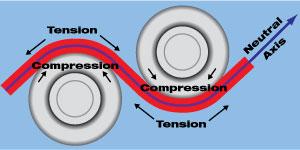
Outer layers maintain the highest stress. If enough tension is applied to the outer layers to reach through the metal's yield point, the layer will stretch and move the memory to a new position (see Figure 5).
This new position occurs most in the layers farthest from the work roll. The neutral axis retains the original memory; however, with adequate roll wrap, the neutral axis will have little or no effect on the strip's overall cross section.
Leveling depends on the metal's reaction as it's bent around a roll. Compressive stresses occur in the metal closest to the work roll, while tensile stresses occur in the metal farthest away from the roll surface. The center is untouched, which is why it's called the neutral axis.
Cross-sectional Stresses
Internal stresses within a strip's substrate are caused by trapped tensions aiming in all directions at the same time. If leveling is performed properly, these internal stresses are aligned in a similar direction and will stop competing against each other. If not, these forces manifest themselves as twist and bow when small pieces are separated from the master strip by punching, shearing, or stamping. This makes it complicated to anticipate a material's reaction during tooling design or welding fixturing.
Often coil appears to be flat as it pays off the uncoiler. The tendency with a good coil is to just slightly touch it with the leveler and flatten the coil set. Even though the sheets look flat in the stacker, without the proper plunge, internal stresses have not been released. When the end user puts these sheets in a secondary operation, they will twist and bow and may cause scrap or rework of the end product. The solution is to leave the backups flat and continue to set the entry plunge to the depth prescribed for that thickness and yield.
Most leveler manufacturers provide a chart of start-up settings that help the operator achieve the proper plunge amount for a given yield strength. These settings are calculated based on yield, gauge, roll diameter, center distance, MOD, and strip width.
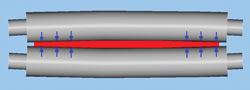
Figure 2When roll pressures across the face of the strip are not equal, shape problems will occur.
Leveler operation is based on trial and error. It's usually passed from one experienced operator to another. In the past leveling was mostly done in service centers and toll processing houses. Today levelers are fine-tuning product quality for end users with great success.
The cost of this leveling operation usually is offset by eliminating the middle man or by reducing internal scrap. A better understanding of these basic concepts will help you achieve a closer degree of flatness in your process or product.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
