















Professor Emeritus and Director - Center for Precision Forming

This column was prepared by Ajay Yadav, staff member of the Center for Precision Forming (CPF, formerly ERC for Net Shape Manufacturing), The Ohio State University, Taylan Altan, professor and director.
In servo-controlled presses, the flywheel and clutch assembly is replaced with a servomotor. The latest servo presses are equipped with rotary servomotors with torque capacities ranging from 100 newton-meters to 3,000 newton-meters. This technology allows press manufacturers to build servo presses with capacities up to 1,000 metric tons (10,000 kilonewtons). Besides rotary servomotors, direct linear servomotors also can be used to control slide motion.
Servo presses are classified into two main types based on their drive systems: direct drives with high-torque, low-speed servomotors and low-torque, high-speed servomotors.
Screw, or Ball Screw, Drive. A screw-type press's operating principle is similar to that of a friction screw press (see Figure 1). The flywheel is replaced by a servomotor, and the servomotor rotation is transmitted to a ball screw mechanically or through a timing belt. The press slide is moved up and down by the ball screw's reciprocating motion. Maximum load is available throughout the press stroke, but press load capacity is limited by the ball screw's strength and the servomotor's capacity.1
Screw-and-Link Drive. Figure 2a shows a low-torque, high-speed screw-and-link press drive. In this servo press, the rotation of the motor is transmitted to a reciprocating ball screw by a timing belt. The knuckle-link mechanism is activated by the ball screw, which results in the press ram's linear motion.
A screw-and-link press requires reversed servomotor operation for reciprocating press slide movement. Continuous, high-speed reciprocating can be achieved without the reversed motion of the servomotor by using a gear drive and a main gear eccentric shaft (see Figure 2b). Because a link mechanism is used, its characteristics are adopted; for example, the load generated will change with the press stroke.
In addition to the knuckle-joint drive, different link drives also are used with gears or pulleys to transmit the motor's rotary motion to achieve linear press slide motion.2
Because screw-and-link drives have limited torque and energy capabilities, forming applications are limited to embossing or blanking. For example, a single low-torque motor-driven servo press can provide up to just 40 metric tons.3To use these servomotors in high-tonnage presses, multiple motors are needed with expensive and complex drive systems.
Direct-driven Gear Drive. High-torque, low-speed servomotors have been developed with capacities up to 300 metric tons per drive motor. Last month's column discussed the operating principle and the construction of a direct-gear-driven servo press with high torque capacity (see Figure 3).4
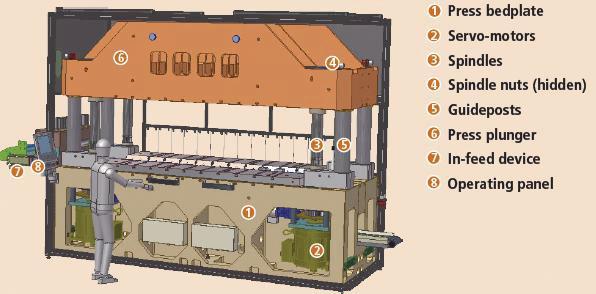
Direct-driven Spindle Drive. A direct-driven spindle servo press consists of four threaded spindle drives located at the four corners near the press's guideposts (see Figure 4). Each spindle drive is driven by its own high-torque, low-speed motor. Because gears aren't used to couple the servomotor to the drive shaft, press height increases. Large servomotors are needed to obtain high torque.
Figure 1: In a screw-type servo press, motor rotation is converted to linear movement via the ball screw.1 Press ram tilt is detected by linear sensors and corrected by adjusting the motion of each individual motor accordingly.
The best possible parallelism between the press slide and bolster is achieved, even in off-center loading conditions, by using four threaded spindle shafts near the guideposts. Modern spindle-driven servo presses are equipped with sensors to electronically monitor and control rotational speed and forces in each spindle to check parallelism and safeguard against overloads.5
Linear Drive. Traditionally, linear-drive servomotors are used in machine tools. Commercial servo presses with a linear motor are used for special applications in which the bottom dead center ram position needs to be controlled at micron accuracy, such as blanking foil sheets and punching fine holes. 2,6

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}