















Vice President

Servo technology has been used as the drive system of servo-mechanical presses since 2000. Initially, though, stampers used these presses the same way and for the same applications as mechanical presses—at full velocity and in full rotation mode—and therefore did not really take advantage of servo’s unique characteristics.
For the most part, stampers began to take advantage of servo-mechanical presses’ capabilities later, when the use of high-strength materials became more prevalent and they realized that they could use servo’s controlled slide velocity and motion to vary speed and dwell. Then they discovered how quickly and repeatable die setup was and that the slide-to-bolster parallelism could be maintained automatically.
Although today servo press capabilities are more widely understood and used more widely than they were before, the dynamic global market is applying cost pressures that are prompting stampers to get more cost and productivity advantages from the technology.
Therefore, stampers should fully exploit all the flexibility of servo technology to enhance their overall manufacturing processes. Today stampers need to look at a servo press as part of a manufacturing system rather than just a stand-alone machine.
Automation Equipment. One way stampers can optimize a servo press as part of a system is to integrate the programmed slide motions with the automation equipment (see lead image). This optimizes the total operation because it increases strokes per minute (SPM) and eliminates secondary operations. This results in more throughput.
Transfers. Stamping manufacturers first realized the benefits of coordinating the press slide motion with transfer automation in transfer applications. In a non-servo-driven mechanical press, the stroke typically has to be long enough for the slide to travel high enough to clear the transfer fingers or grippers as they move the parts from station to station. This is especially true when a 3-axis motion (lift) is used.
In the past, to maximize throughput, stampers used to run the presses in a continuous operation mode, with a typical maximum transfer speed of 14 parts per minute (PPM) for class A parts. Today, using servo technology, stampers can coordinate the slide motion with the motion of the transfer bars and fingers to increase speed.
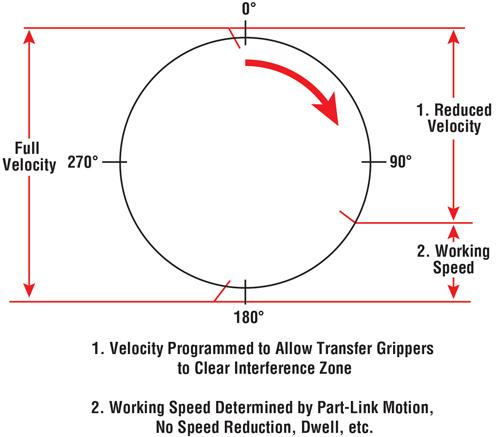
For example, if the slide decreases speed slightly as it engages the material, similar to link motion at bottom dead center (BDC), then at 185 degrees (just beyond BDC), the slide increases to full velocity and maintains this speed until it reaches 359 degrees (see Figure 1).
Then the slide slows down to an operator-programmed speed through top dead center (TDC)—just slow enough to allow the transfer fingers to clear the interference zone. After the fingers are clear, the slide speed increases through the working part of the stroke again.
The slide never stops moving through the stroke, thus eliminating wasted motion and optimizing throughput. The press and transfer are working together as a system.

Stampers can optimize a servo press as part of a system by integrating the programmed slide motions with the automation equipment. In this example, the slide never stops; it coasts over top dead center and speeds up through the working part of the stroke. Notice how close the die is to the grippers on the down stroke. The grippers are still moving back when the upper dies starts to engage. Watch the video.
An additional way to capitalize on the controlled slide motion in this transfer application is to reduce the stroke length. The traditionally long press stroke of a mechanical transfer press is typically not required. The actual stroke length needed will be based on the application. It is not uncommon for the press stroke to be reduced to only 24 inches. The obvious outcome is better process optimization, but this also lowers initial press cost and reduces overall press height.
Multistroke. Another capability unique to servo technology is called multistroke. In this mode, the slide can make multiple strokes or “stages” before reaching BDC. This can be especially useful for striking and restriking materials with high springback, such as thin titanium and advanced high-strength steels.
Typically, performing restrikes in a progressive-die application requires multiple stations. In a servo press, the restrike can take place in the same die station using the multi-stroke feature. This reduces tooling costs (fewer stations). It may even allow the die to run in a smaller footprint (shorter bolster left to right).
After the final stroke, the press returns quickly to TDC and signals the material automation equipment to enter the die space and move or remove the part via robotic arm pick-up, coil line feed progression, shuttle device, and so forth.
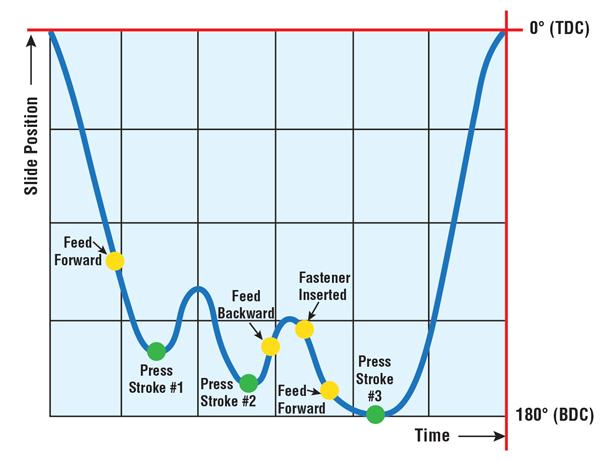
Some multistroke applications require specific coordination with the coil feed. For example, in one application with a two-stage die, the coil line feeds to the first die station for the first two strokes so the part can be partially formed and a hole punched for a fastener. Then the coil is fed backward to allow clearance for fastener insertion. The next coil is fed forward again to the second die stage for the third press stroke to crimp the fastener and actuate the cutoff. All three press strokes are done in one press cycle at a rate of 35 PPM before hitting BDC.
Inserting the fastener in the initial setup eliminates a secondary operation, allowing the now finished part to be stacked and packed after it leaves the press. This may increase the rate of parts shipped per shift by up to 40 percent.
Control signals from the insertion device, coil line, and press are coordinated to make this efficient process system (see Figure 2).
Today’s servo presses make coordinating press slide motions with automation equipment, such as transfers, coil feeds, and part insertion devices, easier. But when a part quality problem arises, stampers still ask the perennially debated question: Is it the press or the die? Exact digital control of press motion combined with BDC accuracy and automatic parallelism of slide face to bolster face—measured in microns—has stabilized the press variable. Now attention can be focused on the remaining aspects of the process, typically the tooling and material.
The way to make process improvements with servo technology is to make the press, tooling, and automation work as a system. For most, process references are based on the past technologies, so it’s easy to say what can’t be done; but servo technologies empower stamping manufacturers to explore what can be done.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}