















Contributing Writer
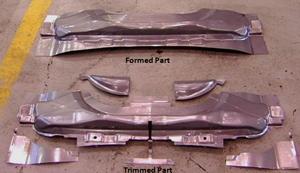
Figure 1
Editor's Note: This series presents an overview of metal stamping. Part I of this series focused on the various careers in the metal stamping industry. Part II discussed stamping materials and equipment;
Part III focused on dies and cutting and Part IV offers more detail about cutting processes. The final installment, Part V, investigates forming methods.
Many types of cutting operations exist. Although most of these operations employ the basic principles outlined in Part III of this series, each has a special purpose. Some common metal cutting operations are trimming, piercing, blanking, notching, shearing, lancing, and pinch trimming.
Trimming is a process in which the outer perimeter of a formed or flat part is cut away to give the piece part its finished or partially finished profile. The excess material, commonly called addendum or offal, often is recovered, collected, and resold as scrap. However, sometimes the scrap from one part can be used to make a different, smaller part in another die. Using excess material in this fashion is smart engineering, because the cost of coiled material often is 10 to 15 times greater than the amount paid for scrap.
The size of scrap that is allowed to be produced is a function of the stamper's scrap handling capability. While most stampers use belts and shakers to remove the scrap from the dies, some have through-the-bolster scrap removal methods in which the scrap falls directly through the die and bolster plate of the press. The scrap is collected and discarded through mechanical methods under the bolster plate of the press (Figure 1).
Usually associated with progressive dies, notching can be defined as a metal cutting operation in which the outside edges of the strip are cut in an effort to create the flat starting shape of the piece part, or the blank. Notching and trimming are very similar in their function (Figure 2).
The term blanking can be somewhat confusing, because it has more than one definition. The blank is defined as the flat piece of sheet metal that eventually turns into the finished piece part.
Blanking is a method in which the sheet metal is cut and the slug is saved for further pressworking. The size and the shape of the blank are proportional to the size and shape of the part.
Blanking through refers to a method in which a formed part is cut free from a strip of material and pushed through the die.
Three basic types of blanks are used in sheet metal stamping: fully developed, partially or semideveloped, and undeveloped.
A fully developed blank does not require any additional trimming operations after it is formed. In other words, the net shape of the part is established during forming. Because of normal sheet metal variables, such as small differences in mechanical properties and thicknesses, as well as inconsistency in frictional values, fully developed blanks often exhibit minor inconsistencies in the part's edge dimensions. If precision edge location is desired, secondary trimming is usually required.
However, keep in mind that because a fully developed blank requires no additional trimming, no extra scrap is produced, which saves material and costs. Fully developed blanks often are used when there is a reasonable amount of profile tolerance in the finished part (Figure 3).
A partially or semideveloped blank is shaped using just enough material so that a minimum amount must be trimmed away later. This type of blank is popular when the trim tolerance is very small on the part. A semideveloped blank requires slightly more material to produce a piece part than a fully developed blank.
A blank also can be fully developed in certain areas and partially developed in other areas. This allows the process engineer to hold tight tolerances in areas of the part that require it and save material and the cost of additional cutting operations in areas that have greater tolerance
(Figure 4).
An undeveloped blank starts off as a basic shape, such as a square, rectangle, trapezoid, or any other shape that can be created using straight-line cuts. The advantage to using an undeveloped blank is that you don't have to purchase a special blanking die to cut out a special shape. A simple shearing die can do the job.
Keep in mind that utilizing an undeveloped blank can result in forming problems, especially when deep drawing. The reason for this will be explained in a future article about deep drawing
(Figure 5).
The best way to understand piercing is to think of it as the opposite of a blanking operation. In other words, unlike blanking, the slug is discarded and the hole is saved.
Often called perforating, piercing is a metal cutting operation that produces a round, square, or special-shaped hole in flat sheet metal or a formed part. The cutting punch that produces the hole is called the pierce or perforating punch, and the hole into which it enters is called the matrix or the button.
Unlike blanking, piercing is usually done on a smaller scale. The holes created by piercing can be used for fastening parts and making parts lighter. Some examples are holes that hold special clips, clearance holes for wiring, and liquid drain holes (Figure 6).
Lancing is a metal cutting operation in which the metal is sliced or slit to free up metal without separating it from the original sheet. Unlike other metal cutting processes, lancing does not create a slug. This process can save material and eliminate the need for expensive scrap removal systems.
Lancing often is done in progressive dies to create a part carrier called a flex or stretch web. This special flex design allows the metal to move freely or flow in the die when the part is formed (Figure 7).
Shearing slices or cuts the metal along a straight line and is a popular process for creating square or rectangular blanks. Much like lancing, shearing does not produce a slug. Think of a shear as a giant pair of scissors.
Most large stamping operations have at least one shearing die that can cut various sizes of square and rectangular blanks.
An oscillating die is an example of a specialty shearing die. This die actually rotates in the press around a center pivot point. Unlike conventional shearing dies, the top half of an oscillating die is not attached to the ram of the press. These dies contain return springs that force the die to open during the return stroke of the press. This movement also allows the coil to be fed into the die. Oscillating dies can produce trapezoid blanks (Figure 8).
Pinch trimming is a rather unconventional metal cutting process, because it does not employ some of the basic guidelines associated with conventional cutting. Think of pinch trimming as a metal squeezing process in which the metal is pinched on a vertical wall to the point at which it is separated from the scrap.
Unlike conventional cutting, pinch trimming is not performed on flat sheet but on fully formed—typically drawn—parts. It is commonly used to trim deep-drawn round cups.
A problem associated with pinch trimming is that it often causes excessive burrs on the part. These burrs can be removed by using a secondary burr removal process, such as abrasive tumbling (Figure 9).
Cutting shear can be defined as angularity that is machined or ground on the face of cutting punches and sections. This angle creates a scissor like motion when the punch travels through the sheet metal. The cutting shear angle helps to reduce the amount of force needed to cut the sheet metal, as well as reduce the shock loading of the cutting components. It also helps to reduce die noise levels.
Cutting land, or die life, refers to the amount of straight section left on the lower cutting sections above the slug relief area. This relieved area often is called the slug-drop/slug-clearance area.
The straight section, or cutting land, must be designed so that the lower cutting section can be sharpened numerous times yet still maintain the proper clearance between the cutting punch and the lower cutting section (Figure 10).
Hopefully, you now have a fundamental understanding of the different types of cutting dies and functions. The next article in this series (Part V) will discuss metal forming processes.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}