















Stamping Engineer
: : Stamping simulation helps predict problems before they reach the pressroom.
When software simulates the stamping process, it doesn’t give you a simple button to click that will show the best way to make a part. Simulation still requires an experienced tooling engineer and, in some respects, makes that experienced engineer even more important, because it empowers the creative thinker.
Simulation can’t change the physics of metal forming. It isn’t magic; it’s science. But what it does allow is for tooling personnel, manufacturing engineers, and even product designers to discuss and try out alternatives without taking up valuable time in the toolroom and pressroom.
Significantly reducing physical tryouts takes more than simulation software. In fact, the savings really comes not from just using software, but also from being creative and asking questions. The earlier stamping simulation is brought to the table, the more questions you can ask.
One of the first questions can involve the product design itself. Say a certain part designer puts a notch in a stamped component. That’s simple enough, but what if putting that part through simulation software shows splitting in the area behind the notch? Sometimes notches can be good for formability, sometimes not. Often, when bend angles are severe enough, a notch acts almost like perforations in a piece of paper. That notch invites tearing, and the simulation shows how it could happen.
Can you make concessions when it comes to the part’s design? Simulation allows you to test iterations—for instance, making that notch deeper, or filling it in completely—to see which design would work best. Why design an expensive tool or stamping process to produce part design elements that could be changed? That’s the central question behind design for manufacturability (DFM), and it’s where simulation of the stamping process really shines. Is a 0.2-inch radius in a corner really necessary? What would happen if that could be changed to 0.4 in.? Can the pitch of a flange be changed, or can that flange be made longer or shorter? Simulation software allows you to try different iterations to see which design tweak would work best, before diving into tooling design.
For example, one manufacturer of trailer hitch components had issues with formability of a flange, which was long and required a tight radius. Everyone connected with the project worked together and started asking questions. How short could that flange be before it affected the structural integrity of the trailer hitch? The part was changed to have a wider radius and shorter flange length, making the part as formable as possible without changing the function and intent of the design.
This in turn provided a better starting point for the simulation software, which, after numerous tests, determined the best approach angles for the wipes and punches, different trim shapes, and other details—all the things an experienced toolmaker would consider. Only now all this can happen in the virtual instead of the physical world. Knowledge and creativity are still called for; people now just work in a different medium.
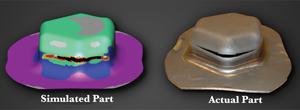
Simulation can help communicate what’s possible and what’s not to all parties involved. For instance, consider a cover that may require a dome with highly pitched walls, meaning a punch would have to cut through a nearly vertical piece of metal, something any tooling engineer will say is a nearly impossible feat that invites tearing and generally ragged parts.
Simulation software doesn’t make this impossible operation possible, but it does give a clear picture of how the metal will behave inside the stamping press. This clear communication could spur team members to dream up alternatives. The only way to cut the formed part without support would be with a laser, something that may or may not be cost-effective. Could this part be made of another material or by an entirely different process and still maintain its function?
Software not only can help engineers predict failures, it also helps analyze tooling costs and provides a way to test less expensive approaches.
Consider a progressive-die application in which a part had side flanges with two holes that need to line up perfectly for hardware insertion. Conventional thinking would call for a double-acting side cam, an expensive tool, to pierce those holes in those already formed flanges. But what if these holes could be punched in the flat in a previous forming station? In this case, simulation software tested the approach, which entailed cutting the holes and, two stations later, forming those flanges.
Some holes are so closely toleranced that designing that cam into the tool is the only option. But in this case, the simulation process helped prove that the toolmaker could design a tool without the cam and still avoid hole tolerancing problems, which saved significant cash. Simulation helped prove out this idea in advance.
Because simulation allows the experienced tooling engineer to try out multiple approaches to problems, the software can push some unconventional solutions to the footlights.
For instance, one aerospace company was drawing commercially pure titanium. The deep-draw press formed a round blank into a round bowl, and the process wasn’t easy. Being titanium, the blanks had to be placed in the press, formed with the first hit, taken out, annealed, and then formed again. The process was repeated until the deep cup formed completely. Unfortunately, scrap rates remained high as many parts emerged from the process with four small indications, or cracks. And scrapping expensive titanium is never a good thing.
Engineers noticed that scrapped parts had nearly identical defects after the first hit: four vertical cracks that together formed a rectangle. Being titanium, the workpiece was extraordinarily sensitive to any stress concentrations, which meant that any excessive thinning easily could lead to cracking. In this case, those stress concentrations caused the blank, after the first hit, to form into a rectangle instead of a round cup. As thinning ensued and the pressure exceeded the material’s tensile strength, those cracks appeared.
Titanium can cause stress in tooling engineers too. They may dream up myriad ways to fix the problem, but the expense of tryout can be daunting. Here again is where simulation software helped. The software itself didn’t come up with solutions, but it did provide an inexpensive way to prove out those ideas.
Because the process was so expensive and tedious, engineers were ready to completely retool and start over. But after working with simulation software, they found a simpler solution. What if they simply changed the shape of the blank? Engineers used a laser to cut the blanks anyway, so changing the blank shape only required changing the laser program.
Using simulation, engineers tested various shapes, adding material in some areas, taking it away from others. The solution involved a blank with cut shapes on the areas that previously formed into those four “corners” after the first hit. Only this time, the altered blank geometry could be stamped into a near-perfect spherical cup after the first hit, without excessive thinning. This smooth forming with even pressure had an added benefit: There was less work hardening, meaning engineers actually could eliminate one trip to the annealing ovens. No new tooling or part design changes were required, only a different blank shape.
This shows how simulation can help those with technical know-how come up with an elegant, simple solution. It doesn’t always happen this way. But always, software makes it easier to ask the questions and provides a faster, less expensive way to try out potential solutions—without cutting myriad tools and taking up valuable press time on the floor.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





