















Contributing Writer
For example, progressive or transfer applications that require forming, coining, or blanking of high-strength alloys or dual-phase materials with critical tolerances at production speeds of 20 to 100 strokes per minute (SPM) can benefit from servo technology.
However, if a progressive-die application requires 200 SPM or more or deep drawing (12 inches or more) over 300 tons, current servo technology does not offer a justifiable return.
 |
| Figure 1 In a production example conducted by the author's company, 24 parts were run on a 300-ton link-motion mechanical press and on a 300-ton servo press. The top bar chart shows the part height, the press stroke required to make the part, and the feed line parameters. The middle line graphs show the stroke length, production speed, and touch speed of both presses. The bottom bar graph is a summary of productivity of the servo press and the link-motion mechanical press using the same tooling. |
To understand the fundamental differences between the two technologies, you need to compare servo and mechanical press production using the same tools (see Figure 1).
Servo presses have programmable stroke and slide velocity, the ability to dwell in the stroke, and bottom dead center (BDC) accuracy in microns—all without energy loss. They can offer high productivity, low maintenance, reduced snap-through loads, and low energy costs.
When comparing the technologies, remember that although there are key differences between the press types, the principles of tonnage and energy apply to both.
Tonnage is the force exerted by the slide against a workpiece (defined as full tonnage rating at a distance above BDC), and energy is the ability to deliver the tonnage required to make the part (commonly measured in inch-tons).
Whether a press uses a conventional flywheel and motor or a servomotor to generate energy, if it has a crankshaft or eccentric shaft with a connecting rod in the drivetrain, it has a unique tonnage curve with a rating point above BDC. However, the difference is that in a conventional press, energy (which is created by the motor and stored in the flywheel) decreases as the flywheel slows down.
In a servo press, the servomotor's energy and torque are constant, even when the speed is slowed. Slowdown occurs when the slide engages the workpiece, much like when you're driving at 50 miles per hour then hit standing water—the car slows (flywheel) when the wheels (slide) engage the resistance of the water (workpiece). In a mechanical press, recovery of lost energy is based on the amount of loss and time between strokes. In a servo press, the servomotors slow to a lesser degree, but maintain a constant torque and energy. Because of this ability, slide speeds of servo presses can be programmed for slower speeds without loss of energy.
So how important is energy? Have you ever run a 100-ton job that made a 300-ton press stall after a few strokes? Not allowing enough time for the flywheel to recover the energy consumed in the first stroke before engaging the tooling on subsequent strokes is a common problem. Servo presses are designed to have 30 to 80 percent more available energy than mechanical presses with similar tonnage.
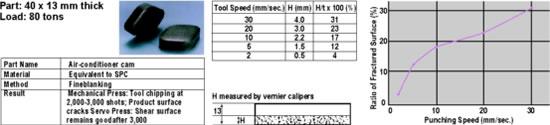 |
| Figure 2 The mild steel cam requires 80 tons to blank and is about 40 mm (1.6 in.) in diameter and 13 mm (1/2 in.) thick. |
Not only do servo presses have more available energy, they are designed to enhance quality. This is accomplished with programmable slide velocity. An operator can tell the slide how fast to go, similar to pressing the gas pedal on a car. How does programmable slide velocity produce better part quality? As an example, the mild steel cam shown in Figure 2requires 80 tons to blank and is about 40 mm (1.6 in.) in diameter and 13 mm (1/2 in.) thick.
In a mechanical press, slide velocity of 130 mm/second might produce a part with a low percentage (32 percent) of shear surface, which would require secondary machining to produce a smooth finish.
In internal tests, slide velocity on a servo press was varied from 30 mm/sec. (producing 70 percent shear) to 2 mm/sec. (producing 96 percent shear). Even though this process was not traditional fineblanking, the 96 percent shear in this application eliminated the need for secondary machining, and the part quality was consistent after more than 3,000 strokes.
 |
| Figure 3 In a shallow-draw application, controlling the slide velocity to match material flow is not a problem for servo presses. |
In a shallow-draw application, controlling the slide velocity to match material flow is not a problem for servo presses. Figure 3shows a 50-mm draw of mild steel and stainless steel in a mechanical press and in a servo press. Maximum draw speed on the mechanical press was 40 mm/sec., and the maximum SPM was 30 for mild steel. Draw speed for stainless steel was 200 mm/sec. at a maximum 15 SPM.
Because the mechanical press's velocity (touch speed) remains constant near the bottom, some cracks appeared in the formed parts in both materials. With the servo press, slide velocity was programmed to slow to 48 mm above BDC and slow again at 25 mm above BDC. Slowing while forming allowed the material to flow without cracking. The servo press also ran at an overall rate of 36 SPM for both materials.
Servo presses can dwell with load at any point in the stroke. Stopping slide motion at or near either side of BDC, while the part is held stable in the die, can make adding secondary operations such as in-die tapping, part insertion, spot welding and cam actions for side piercing, and labeling more efficient.
 |
| Figure 4 In a test conducted on bearing supports formed in a coining operation on a mechanical press, the 0.02-mm tolerance limit was periodically exceeded. |
In another test, a standard link-motion mechanical press was used in an upsetting operation (cold forging) to make a loop arm for a sewing machine. The material was a billet of 4115 steel and required 112 tons. The application had nine processes, including bonding lubricant to the billet and annealing. Servo technology reduced slide velocity, and dwell increased productivity by reducing the number of processes from nine to two, eliminating the bonding and annealing processes.
Figure 4shows bearing supports formed in a coining operation on a mechanical press periodically exceeded the 0.02-mm tolerance limit for thickness. These variations were caused by thermal expansion of components and variable compression and expansion of the kiss blocks and frame. In the servo press, kiss blocks were removed, and the control system attainted BDC accuracy. The result was consistent part quality, minimized part spot checking, and reduced load (both forward and reverse) from 110 tons to 48 tons, which increased tool life.
Servo presses use high electrical current when the press is cycled, but the actual amount of energy consumed is variable depending on programmed slide speed and load.
According to the author's company, a field test measured current consumption for a 300-ton mechanical press (one 60-HP motor) and for a 300-ton servo press (four 45-HP motors for a total of 180 HP). Both presses ran in continuous mode at approximately 75 percent tonnage capacity. The servo press consumed 32 percent to 42 percent less electrical power than the mechanical press. Also, servomotors can act as electrical generators on the return stroke, putting current back into the power grid.
Are servos worth the investment? To answer this, review your applications to see if servo technology is a good fit. Next, consider the true cost of ownership of a servo press against the benefits of your current press technology.
James Landowski is general manager of marketing, Press Technology Division, Komatsu America Industries LLC, 199 E. Thorndale Ave., Wood Dale, IL 60191, 630-860-3000, fax 630-860-5680, info@kaic.com, www.komatsupress.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





