















Contributing Writer
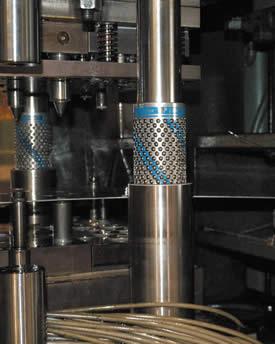 |
| For coil-fed applications, spray cabinets can be mounted to the feeder to accommodate passline changes. |
Most stampers understand the need for lubricants, but many apply as little as possible so they don't have to deal with the mess. Others take an opposite approach and flood the tool and part.
Applying the proper amount of lubrication can increase press speeds, increase die life, and improve part quality.
For progressive and transfer dies, many stampers use a spray method to apply lubricants. Although roller coaters and drip systems also can be used, spraying a coil before it enters the die can be advantageous, especially if the lubricant needs to be reapplied in the die.
A spray cabinet or a chamber in conjunction with a spray system not only provides a noncontact means of applying lubricant, it also contains the lubricant because the nozzles are inside the cabinet or chamber. Once collected, the lubricant may be recycled for future use.
 |
| Figure 1 To contain lubricants and steam properly, many shops add die space enclosures (die doors) to straight-side stamping presses. |
For coil-fed applications, spray cabinets can be mounted to the feeder to accommodate passline changes. They also are designed to accommodate the maximum coil stock width the feeder will accept (see Introductory photo).
Many stampers use water-soluble lubricants not only for lubrication, but for cooling purposes as well. As the die heats up during the stamping process, the water in the lubricant is transformed to steam. In many cases, this steam acts as a carrier of oil, which can end up collecting in many different areas of the pressroom. The worst of these areas is the air shop personnel breathe.
Spray cabinets work well for retaining lubricant sprayed on a coil, but containing lubricant sprayed in a die is more difficult. Placing spray nozzles close to the area of lubrication and operating the system at a low air pressure can help control and contain the lubricant. However, this will not completely solve the lubricant containment problem.
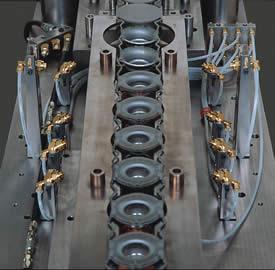 |
| Figure 2 Hard plumbing or fixing the nozzles on the die can assist with quick die changes and eliminate the guesswork of locating the nozzles each time a die is set up. |
To contain lubricants and steam properly, many shops add die space enclosures (die doors) to straight-side stamping presses. Die doors are designed to contain lubricants and provide a physical point-of-operation barrier. Like other safety barrier equipment, die doors must be interlocked to the press control circuit and follow all the guidelines for OSHA compliance. In some cases, die doors can eliminate the need for other safety equipment such as light curtains because they provide a physical barrier and are interlocked (see Figure 1).
Die doors should be designed to fit close to the press. This not only gives personnel access to the die, it also contains and directs the lubricant to the press's trough. Presses without die lubrication troughs can be easily retrofitted with troughs.
Today's sophisticated press controls and advances in spray lubrication systems have given stampers complete control of die lubricant application. Most spray lubrication systems are activated through a programmable logic controller. Controlling the amount of lubricant applied can be done by manual adjustment of the lubrication system or electronically at the press control.
 |
| Figure 3 To reduce lubricant mists in the pressroom, stampers can add exhaust or filter systems to straight-side stamping presses. |
Some systems allow for independent control of each nozzle. This can be preprogrammed through the press control or a lubrication system's controller, which simplifies setup when a job is recalled to run again.
Placing nozzles close to the area of application can assist in controlling the lubricant. As mentioned earlier, this allows a spray system to run at lower pressures because the lubricant does not have to travel as far. Also, hard plumbing or fixing the nozzles on the die can assist with quick die changes and eliminate the guesswork of locating the nozzles each time a die is set up (see Figure 2). If the amount of lubricant applied varies at different locations in the die, numbering spray lines helps to match each one with the correct pump or valve.
With the re-emergence of the metalworking fluids mist issue, stampers are adding exhaust or filter systems to straight-side stamping presses (see Figure 3). The key to making these systems work efficiently is to create a vacuum within the die space. To accomplish this, the area around the die must be enclosed as much as possible. Die doors can be effective for enclosing the front and back of the press. This leaves the ends of the press, which can be enclosed with polycarbonate or a similar material. Any lubricant mist collected by the exhaust system can be routed to a particular location and, in some cases, be recycled.
Stampers with small presses and gap-frame presses can implement a complete press enclosure. Press enclosures contain and exhaust lubricant mist, as well as reduce pressroom noise.
Too many stampers implement spray systems for applying a lubricant and forget about containing, controlling, and collecting the lubricant. And in many cases, much of the lube ends up on the floor around the press or, worse yet, in the air that employees breathe.
Companies that have taken the die lubrication system approach can reduce lubricant consumption and have faster press speeds, longer die life, and a cleaner pressroom.
Stan Reineke is sales and marketing manager with Pax Products Inc., 5097 Monroe Road, P.O. Box 257, Celina, OH 45822, 419-586-6948, fax 419-586-6932, sreineke@paxproducts.com, www.paxproducts.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





