















Editor-in-Chief

Figure 1: An Nd:YAG laser such as this one is commonly used for most laser welding applications, including in-die laser welding.
No one is immune from the desire to eliminate secondary fabricating operations—not even high-speed, precision metal stampers.
Weiss-Aug Co. Inc., an East Hanover, N.J.-based metal former with insert injection molding and assembly capabilities, finds itself fighting the same war that almost all other manufacturers fight: Customers aren’t in the mood to absorb additional costs. That means that Weiss-Aug has to take a critical look at shop floor operations and technology investments to maximize production so that relations are harmonious with the customer base. Even when dealing with companies in hot economic sectors like medical device manufacturing, the metal stamper has to remain vigilant.
Almost two years ago, a new job caused Weiss-Aug to reconsider how it might go about manufacturing it. A very small, disposable medical device component, made from stainless steel, would be blanked and formed inside a progressive die, but it also required a 0.10-in. welded seam. (Weiss-Aug refrained from further description of the job out of respect to the proprietary nature of the part design.) Normally, such a job would require the metal former to send out stainless strips to a third party for spot welding and further in-house processing afterward so that a finished part could be delivered to the customer. Obviously, the need to use a third-party fabricator added cost to the overall project, and the situation also added extra days to the turnaround time.
Simultaneously, Weiss-Aug leaders had been benchmarking the use of in-die laser welding (see Figure 1) in Europe. Automakers there long have relied on in-die technology to produce thousands of electrical connectors for cars (see Figure 2). In these types of applications, progressive-die setups form multiple shapes that are then welded together as they are about to exit the die. Considering that a properly equipped midsized car might contain at least 10,000 such connectors, European vehicle manufacturers obviously are sold on the technology’s reliability and have used it heavily for the last decade.
North American manufacturers, on the other hand, lagged behind these early adopters. Unfamiliarity with the technology and its perceived complexity likely frightened off many over the years, but that didn’t deter Weiss-Aug. This medical device component already was going to be one of the most complex jobs that the company had ever undertaken, according to Tom Sheridan, the company’s stamping operations manager, so adding in-die laser welding wasn’t going to be that much of a deterrent.
“We had some hesitations, but in the end the cost savings were so great that we really wanted to invest in this technology going forward,” Sheridan said.
In mid-2011, Weiss-Aug officially became one of the few North American companies using in-die laser welding.
The stamper is no stranger to sophisticated manufacturing. It produces more than 1.5 billion parts each year, yet maintains very low reject rates because of stringent quality practices and well-maintained production equipment. For example, it registered a little over one defective part per million of insert molded parts produced in 2011.
Having said that, this was new territory for the company—and the customer. Because of that, Sheridan said Weiss-Aug engineers diligently worked to provide its medical customer with the results of extensive testing and analyses of how in-die laser welding was going to result in a cost-effective and quality part.
Weiss-Aug also worked with its longtime stamping press supplier, Bruderer Machinery Co. Inc., to help coordinate the setup of the in-die laser welding program. The press manufacturer has extensive experience with the technology as it is frequently used in European automotive factories.
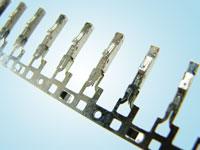
Figure 2: This small automotive component is stamped, formed, and welded in the same die. (Photo courtesy of Bruderer Machinery Inc.)
“In Europe, Daimler Benz and BMW have been pushing the technology. There’s no doubt,” said Ingomar J.K. Summerauer, Bruderer’s new-technology expert.
Weiss-Aug purchased a Bruderer BSTA 510-110 high-speed stamping press for this job. The press provides 510 kN of force and has a maximum recommended operational speed of 1,120 strokes per minute. It was a suitable choice for a progressive-die stamping application, but this one was going to be much different.
Actually, a simple look at the press provides a pretty good idea that it won’t be used for a typical stamping job, even if the press itself and the coil of stainless steel feeding into it look familiar. The first thing that catches the eye is the containment unit around the press area. Because this medical application requires a solid-state laser, a TruPulse 74 from TRUMPF Inc., to be exact, it needs an enclosure that won’t let any of the laser light escape. This type of safety setup is considered to be a Class 1 safety enclosure.
The reason for complete encapsulation of the laser welding activity is that the laser beam can cause great harm if it comes into direct contact with human eyes. The laser used for this application is an Nd:YAG (or more formally known as neodymium-doped yttrium aluminum garnet, Nd:Y3Al5O12), which references the crystal that acts as the medium to create the laser. This solid-state laser produces a beam wavelength of 1.064 microns and can do extreme damage to the retina. Most in the metal forming industry are probably familiar with CO2 lasers, which use a mixture of that gas and others to create the medium that is used to produce the laser, but that technology produces a beam wavelength 10 times larger than an Nd:YAG so it is not suitable for this type of precision welding application.
An experienced stamper also might be able to pick out the peripheral accessories that are not commonly found on a press line. For example, an extraction unit is needed to remove the welding fumes, and fiber-optic cables can be seen connecting the in-die welding area with the power source. In this case, that same person might have to look up as much of this equipment, including the laser unit, resides on a platform beside the press, which frees up valuable floor space.
Some of the key elements that need to be added to a press being used for in-die laser welding are hidden from the naked eye. Additional gear is necessary to prevent press vibrations and protect fiber-optic cables and hoses used for fume extraction and compressed-air delivery. The press controls are updated to control laser operation and to engage an emergency stop in case of a laser malfunction.
“When everything is properly installed, and people are properly trained, they should be up and running at production speeds in a very short time,” Summerauer said.
Sheridan said that this technology installation, even if being somewhat new to North America, was not that much different from other machinery introductions to the shop floor.
“Of course, there is some learning curve, but that is the case with any sheet metal work,” he said.
Sheridan added that Weiss-Aug’s commitment to quality is bolstered with the use of a vision system inside the press. It is the only proven means for monitoring the joint size and quality as welds are produced at a rapid-fire sequence.
Maintaining an environment inside that press for clear and consistent monitoring is perhaps one of the more challenging aspects of setting up this type of press line. If the sensors and optical system components, such as the laser focusing units and camera for in-die vision, don’t have clear line of sight, they can’t do their jobs properly.
That’s why all sensors inside the die are air-sealed, and welding fumes have to be extracted as close as possible to the welding area. Also, the use of lubricants has to be minimized, which can be a real shock to some metal forming operations.
“In other metal forming jobs, some customers like to have the die ‘swimming’ in cutting fluids. That is something we cannot have,” Summerauer said. “If we have all of the surface [covered with lubricant] in the welding area, then the laser energy will first burn the oil. If you burn a lot of the oil on the surface, then you will have to reconfigure the laser.”
In the meantime, Weiss-Aug is keeping its new line busy. Sheridan said it is producing laser-welded parts consistently over two shifts, and quoting related to the line is active.
It’s just a matter of letting medical device manufacturers and other potential customers know what in-die laser welding can offer them. As several European manufacturers have learned, combining metal stamping with laser welding is an attractive way to produce precise components through a cost-effective and efficient manufacturing process.
Whether material is laser-welded outside of a stamping press or inside of a press bed as part of a progressive operation, it has to exhibit weldability.
In general, most ferrous alloys have good in-die weldability, according to Ingomar J.K. Summerauer, Bruderer Machinery Co.’s new-technology expert. That goes for alloys with surface coatings too.
Some materials such as copper alloys can be joined using in-die laser welding, but they require a higher-wattage laser to overcome energy losses due to reflectivity. Summerauer said that in the most severe cases where a material’s reflectivity is an issue, a coining punch or some other tooling can be used to roughen the welding surface before the welding station.
Even with all the complexity that is inherent to in-die laser welding, stampers need to realize that the actual forming and feeding process still dictates the press speed. Under today’s production conditions, maximum speed of a press with in-die laser welding can reach up to 1,000 strokes per minute, Summerauer said.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





