















Editor-in-Chief

Figure 1: Forming the metal part in its austenitic state improves formability and eliminates many of the challenges associated with forming high-strength steels. (Photo courtesy of AP&T North America Inc.)
Hot stamping, also known as hot forming or press hardening, was first developed in Sweden in the early 1970s. The goal for the technology to was make metal parts stronger yet lighter.
The goal remains the same today. Yet it is the automotive industry leading the charge, not one inventor. As these international companies seek to reduce vehicle weight to increase gas mileage, they also need to maintain overall strength in the vehicle frame. That’s why hot-stamped parts increasingly are replacing traditional metal formed parts in automotive frame design, especially as it relates to intrusion protection.
How is hot stamping done? Typically, a boron steel blank is heated to a very high temperature (exceeding 900 degrees C) in an oven at the front of the press line. When the blank reaches the appropriate temperature, a robot quickly moves the blank from the rollers to the press bed. The forming process commences immediately at high ram speed, and at the bottom of the stroke, the blank is quenched within a water-cooled die. At this time the material undergoes a martensitic phase change and takes on more high-strength characteristics (see Figure 1).
Where is hot stamping going? The answer to that is a little more complicated. So STAMPING Journal asked expert Michael Worswick, a professor of mechanical and mechatronics engineering and Tier 1 Canada Research Chair at the University of Waterloo, Waterloo, Ont., Canada. He is involved in research related to sheet metal forming and material strength as it relates to vehicle crashworthiness. He is also on the Scientific Advisory Board for CHS2, the International Conference on Hot Sheet Metal Forming of High-Performance Steel.
SJ: Has the evolution of hot stamping reached the point where material is being developed for this metal forming application, or are more commonly available technologies still being used?
Michael Worswick: I think it’s a bit of both. In terms of existing materials, a lot of it boils down to coatings right now. Some OEMs will just go with uncoated materials and perhaps treat them afterward. For those looking for some kind of shielding during the hot stamping process for corrosion, the coating that you see used a lot is an aluminum-silicon, which is almost molten when it gets to the austenitizing temperature. That tends to alloy with the iron substrate, and that provides shielding. But it’s not a conventional zinc-type protective coating that people are used to working with.
So those are the materials that are being used right now, either bare or aluminum-silicon-coated. There’s still big utilization of that. That’s one aspect of your question.
The other question is what material developments are coming. A big one is in zinc-based coatings that can survive the temperature extremes of the process. That’s a huge area of interest, and it’s very proprietary. All I know is there’s a lot of demand for it, and that it could be a real game-changer too.
The other development is in strength [see Figure 2]. There’s a lot of interest in going even stronger. At present strengths of 1,500-1,600 MPa are commonly achieved in the as-formed condition. And people are routinely starting to talk about 2-GPa strength. That sounds good, but one of the challenges steel has, of course, is its density. That really won’t change much, so lightweighting is achieved with steel by going thinner. And you do have to realize that in crash energy systems, a lot of the strength is a function of thickness. It’s really bending strength that matters when crush structures collapse. So on the one hand, you’re gaining in terms of strength, but you are lightweighting by going thinner, which matters in crash protection. So there’s a competition between how much weight reduction you can achieve and how thin the structure can go. But right now manufacturers are easily talking about 20 to 30 percent weight reduction over existing architectures through the introduction of hot-stamped components.
SJ: European automotive OEMs are using hot stamping actively. Will North American OEMs follow in their footsteps?
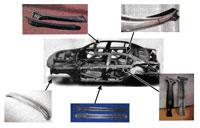
Figure 2: Automakers like hot stamping because the process creates very strong parts out of lighter-weight blanks. Vehicle designers increasingly are turning to these hot-formed parts for front and rear bumper beams, A pillars, B pillars, roof rails, side rail members, tunnels, and door beams.
Worswick: It may saturate at some point, but at this point North American utilization of hot stamping is still in growth mode in a big way. So I don’t know how long that will take to saturate.
My understanding is a lot of platforms will be coming out. Some OEMs are already using it in North America, obviously in volume, but I think there’s a lot more to come.
There’s a cost associated with the process, obviously, but it’s not that incompatible with what [North American] stampers are doing. You’ve got to get the material to temperature; you’ve got to transfer to the die; you’ve got to cool the die; and you’ve got to form fast. The beautiful part is, when you’re forming the product, you have a material that behaves like a really soft steel, because it’s red-hot; it forms like butter. So you get away from the challenges of forming TRIP [transformation-induced plasticity] and dual-phase steels associated with these really high-strength materials. A lot of those issues go away.
The other benefit with hot stamping is that you can control the springback, because high-strength materials are notorious for springback. If I’m forming a material at high temperature, I don’t accumulate significant residual stresses, so getting net shape in hot stamping is not hard to do.
SJ: So there’s more predictability in hot stamping than might be associated with typical metal forming?
Worswick: Taken from a springback perspective, it is really good. But there are always challenges.
From a process side, trimming remains a big issue and cost, because once you form this stuff, you’ve got a material with strength that’s approaching that of your trim steels. I see a lot of laser trimming going on.
Weldability is under control, but it’s not as weldable, obviously, at that strength level as some materials.
Looking forward, we are doing a lot of work on tailored properties. That’s another big topic in the field: Could I have one part with multiple strength and elongation characteristics? Designers want the super- high-strength for intrusion protection, typically for side impact—that’s what the B pillars do for you—and maybe high-strength roof rails for rollover. Those safety standards are driving a lot of development these days. But what if you could have some energy absorption in the same component? So maybe we make some regions a bit softer, but in doing so introduce more elongation to increase energy absorption capacity. That’s a big motivator, and there’s a lot of research going on. I don’t know what’s in production today in terms of tailored hot-stamped components, but I think there are some components potentially on the verge of having tailored properties.
There are a number of ways to go about this. You can introduce tailor welded blanks, obviously, where you insert a more ductile material that doesn’t have a hot stamping response. So maybe you’ll have 1,500 MPa in one region, like with a tailor welded blank, and have another region that is maybe 600 or 700 MPa, but very ductile by comparison.
Then there are the in-process ways to go about it, such as using tailored heating. In this scenario, part of the blank is shielded so it never reaches the austenite temperature and won’t quench to martensite. Alternatively, one can use tool steels with different variable heat-transfer coefficients. That’s another approach to reduce quench rates locally.
We’re also working on tailored heating of the die. We’ll heat up some regions of the die rather than cool them, so as to slow down the heat transfer in those regions. Instead of quenching to martensite so it’s really hard, regions of the blank will quench to bainite. Thirty degrees Celsius per second is the nominal cooling rate—above this rate, martensite will form, whereas for slower rates bainite [or ferrite] will form, which is softer.
Bainite is one of the phases that austenite will form. Bainite is an intermediate strength phase of steel. So one can form a part, in one hit, with 1,500 MPa in one region and say 600 to 700 MPa with a lot more elongation in another region.
The other way of doing it is by post-tempering operations. In this case, the part is fully quenched during hot stamping, so it is hardened uniformly. But then some regions are tempered back by using various kinds of heat treatment.
People are interested in tailoring components from a number of perspectives: to have energy absorption in some regions; to have soft flanges so they can shear them instead of laser cutting; or to tailor regions where fasteners are attached to make them a little softer and more ductile so they’re less brittle. There are a number of reasons for doing it, but that’s a big area of interest right now.
SJ: From a global perspective, is North America’s research on this topic lagging?
Worswick: Some of the European emission requirements, for example, are driving implementation to be a little more aggressive there. In the United States, there are new CAFE [corporate average fuel economy] regulations coming, and in anticipation of that, everybody is responding. So there’s a tremendous drive toward lightweighting in North America right now.
It’s a question of how you accomplish it, and this [hot stamping] is one of the routes.
One of the biggest limitations right now in North America is press capacity. There’s a lot of demand now for presses that can do hot stamping. You do need a certain amount of fine control, and you need to go very fast because you have only a few seconds’ window to actually do the form.
SJ: Are you talking about a shortage of presses in general?
Worswick: I don’t think a shortage of presses is the case. But the hot stamping press has to have the onboard cooling and the furnace capacity. You’re now transferring hot metal. Metal’s coming out at 930 degrees C.
Because this stuff is so hot, you don’t need quite the tonnage for a given part size and final strength. If you’ve got a 1,000-MPa dual-phase steel, for example, it typically requires a lot more press tonnage, right? Whereas in hot stamping, the part can be formed at around 300 to 400 MPa or maybe less depending on the temperature. So the tonnage requirements are a lot lower for a given part size, and yet a stronger part is produced from this process.
But the number of presses that can do the process are limited on a comparative basis. So you’re going to see growth in the number of lines that are going to have to be fielded to do this.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





