















President
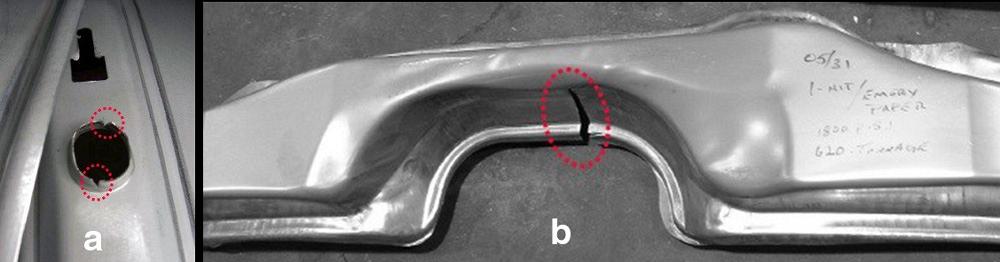
Figures 1a and 1b. Depending on the final shape or the subsequent assembly sequence, punched holes might be extruded or otherwise expanded (a). Similarly, a free edge of the blank might get stretched during the forming operation (b). Source: AISI.
During the stamping of flat sheet metal into engineered parts, a shaped punch applies press energy to the material. The flat metal stretches and draws as it wraps around and takes the shape of the 3-D punch. Depending on the final shape or the subsequent assembly sequence, punched holes might be extruded or otherwise expanded (see Figure 1a). Similarly, a free edge of the blank might get stretched during the forming operation (see Figure 1b).
Most people in the tool and die industry are familiar with the 10 percent clearance rule, which states that the gap between the upper and lower shear blades or the punch-to-die cutting clearance (depending on the type of cutting) should be equal to 10 percent of the metal thickness. In either situation, the goal is to produce an optimal cut edge with minimal burr—the height of which should be no more than 10 percent of the metal thickness.
While this guidance may work some of the time, it is by no means applicable across the board, especially with the new steel alloys increasingly used today in sheet metal applications.
Advanced high-strength steel (AHSS) is a collective term describing several families of steels such as dual phase (DP), transformation-induced plasticity (TRIP), and complex phase (CP). Each of these families has distinct characteristics generated by different alloying elements and steel mill thermal and rolling practices. Within each of these families, several grades are available that have different ranges for strength and elongation. This means not only that DP grades are available at different strength levels, but also that DP grades and TRIP grades can have similar strength levels but very different ductility. In addition, a given grade can be available with certain characteristics optimized, such as bendability or stretch-flangeability.
All the characteristics of these alloys result from the microdistribution of the alloying elements into what are called metallographic phases. The AHSS microstructure comprises a soft ferrite phase and a hard martensite phase (the two phases that make up DP steels); the other AHSS alloys also contain phases known as austenite and bainite. The relative proportion and distribution of the phases determine the characteristics of the product.
Ferritic steels—the lowest-strength and most ductile steels—are made from an alloy that is mainly pure iron with less than 50 parts per million of carbon and about 0.1 percent manganese. Martensitic steels—the highest-strength and least ductile steels—contain about 0.25 percent carbon and 1.25 percent manganese in addition to other alloying elements. DP steels contain discrete islands of martensite in a matrix of soft ferrite (see Figure 2). The combination of these two microstructures gives DP steels their unique characteristics of good formability and high tensile strength.
The martensite in the microstructure causes difficulty in cut edge expansion. As the edge is expanding, the ductile ferrite phase can be stretched, but the hard islands of martensite become sites for crack initiation. If the islands are discrete and surrounded by ferrite, the cracks are blunted and cannot propagate. However, the amount of martensite increases as the strength of the DP alloy increases. This reduces the amount of the soft matrix, making crack propagation more likely.
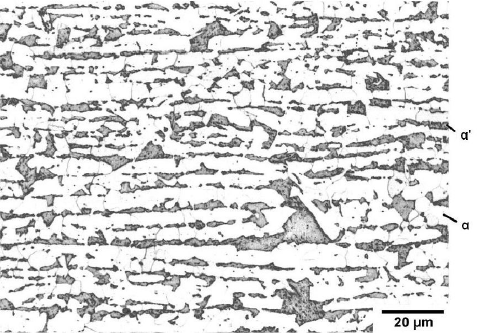
Edge ductility also is reduced if the martensite phase is in a linear arrangement rather than randomly distributed. This is called microstructural banding (see Figure 3). Once edge cracks initiate on a part made from steel with a banded structure, the crack “zippers” open, leading to premature failure.
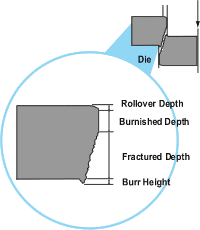
Typically, mechanical shearing or trimming is used to blank sheet metal or cut it into a desired shape. This action produces a cut edge with the typical characteristics of rollover, shear, fracture, and burr (see Figure 4). Steel strength, steelmaking practice, and tooling clearance have long been known to affect edge stretchability in high-strength steel, but with the increased use of AHSS, another important parameter has been added: the shear-affected zone (SAZ).
The SAZ is the area of metal near the cut edge where the microstructure and, therefore, properties have changed as a result of the shearing operation. The SAZ is subjected to high plastic deformation and high temperature during shearing. Plastic deformation leads to locally higher strength from work hardening, which degrades cut-edge performance.
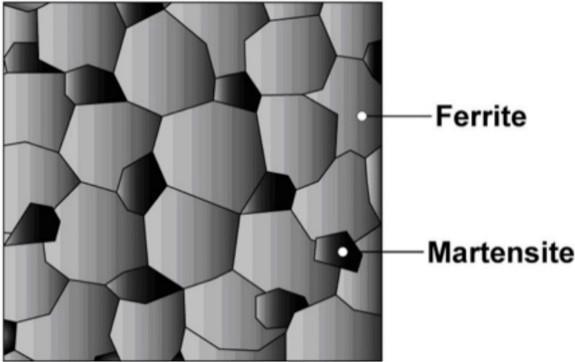
Figure 2. DP steels contain ferrite grains and islands of martensite. Source: www.worldautosteel.org.
Laser cutting and waterjet cutting do not result in work hardening of the metal near the cut edge, so these edges can be more easily expanded without cracking. However, laser cutting results in a thermal hardening layer, which does limit edge stretching. Waterjet cuts result in the cleanest edges with no significant change in the local microstructure, which in turn leads to the best performance in edge-stretching applications.
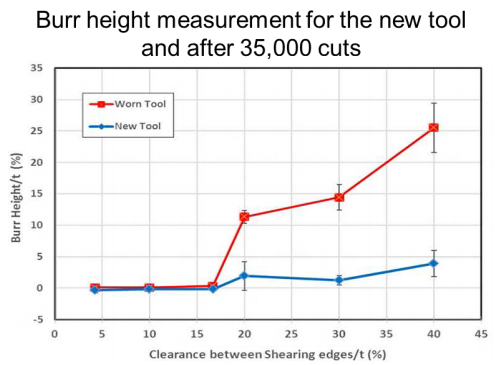
Increased Force Requirements. Stamping higher-strength steels requires presses with increased force and energy capacity. These steels also take higher forces to cut. However, the shearing force can be reduced by more than 50 percent with optimized processing conditions. The study The Effects of AHSS Shear Edge Condition on Edge Fracture, presented at AISI’s 2008 Great Designs in Steel, showed that the optimized shearing condition for piercing and shearing AHSS is the combination of a beveling angle between 3 and 6 degrees, a 17 percent die clearance, and the shearing direction parallel to the material rolling direction. A greater clearance causes a significant increase in burr height as the knives wear (see Figure 5).
Springback. Springback leads to dimensional inaccuracies, which increase the chance for misalignment during trimming. Misalignment also can come from insufficient die stiffness at the trimming forces needed for AHSS. Tooling alignment typically is difficult in curved sections, and these difficulties are magnified with AHSS. Any misalignment increases the damage to the cut edge, decreasing cut edge stretchability.
Metal gainers sometimes are used to gather extra steel to aid in flanging. When the shape of the gainers, localized springback differences from extra work hardening when forming the gainers, and the potential for die marks from forming the gainers are combined, producing a clean trim edge with minimal SAZ is especially challenging in AHSS.
Sheet Flatness. As material strength increases, it is more challenging for a steelmaker to achieve tight flatness tolerances (see Figure 6). If shape is an issue, the steelmaker’s first reaction might be to run the coil through a leveler. However, because of the coil’s high strength, the leveler needs to have increased horsepower. Even if it can level the coil, it will cause some work hardening, which will increase material strength further. Without perfect material flatness, sheared edge quality suffers, and the inconsistent clearance and sheet metal placement will increase variability in results.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}