















Contributing Writer
 |
Hydroforming has revolutionized sheet metal stamping and tube forming. It can expand, bend, bulge, and change a simple pipe into geometric shapes without a hint of wrinkling.
This process has allowed automotive exhaust manufacturers to produce a variety of shapes to accommodate almost any product design. Automotive manufacturers have been—and always will be—investigating processes that reduce product weight, save material cost, and increase production speed while using existing production stamping presses.
As an innovative process, hydroforming doesn't come without cost. One disadvantage of conventional hydroforming is an initial investment in special presses and tooling. Another drawback is the additional cycle time needed to produce a single part—up to three times longer than conventional stamping. This can result in decreased output and smaller profits. However, the cost of tooling required is comparable to the cost of a conventional single-station, offline forming die.
Liquid impact forming, a patented process developed by Greenville Tool & Die Co., Greenville, Mich., uses a conventional stamping press with a liquid medium to manufacture parts that otherwise would require hydroforming. This process doesn't replace either conventional stamping or hydroforming, but rather fills the gap between them. It allows certain products to be manufactured at a fraction of the cost compared to conventional hydroforming.
With this process, single parts—replacing entire assemblies—can be manufactured. This can reduce the need for welding and assembly operations. In addition, because liquid impact forming uses a conventional stamping press, cycle times can be up to 212 times faster than conventional hydroforming. Piercing and forming can be done in a single-station liquid impact die. Liquid impact tooling also can be placed inline with conventional stamping dies.
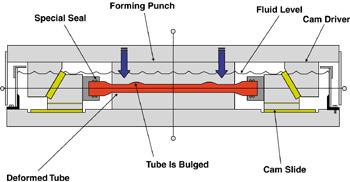 |
| Figure 1 During liquid impact forming, a tube is submerged in water, the ends are capped off, and the tube is squashed in a specific area. The displaced water reshapes, bulges, or supports the tube in a specific area. |
In liquid impact forming, a tube is submerged in water, the ends are capped off, and the tube is squashed in a specific area. The displaced water reshapes, bulges, or supports the tube in a specific area. At the bottom or any point during the press stroke, pressure is released by a mechanical pressure release valve and the finished part is removed (see Figure 1).
This process can turn a simple tube into a variety of straight, twisted, or curved shapes (see Figure 2). Depending on the final product shape, it may be necessary to prebend the tube to fit into the liquid impact die. Because the tube is filled with and supported by liquid, it can be pierced at the bottom of the press stroke, reducing the tendency for the metal to cave in around the pierced hole.
Water has many advantages in the metal forming industry:
 |
Unlike conventional hydroforming, liquid impact forming doesn’t inject water into the tube or compress its original length. The amount of bulging that can be achieved is limited to the stretchability, formability, and tube material thickness. Products requiring severe bulging and extensive metal flow don-t lend themselves to liquid impact forming and are more suited for conventional hydroforming.
Also, the amount of deformation that takes place is controlled by the amount of liquid displaced when the tube is squashed.
Keep in mind that liquid impact forming is not intended to replace conventional hydroforming, but to offer a viable alternative. Straight, simple tubes whose shape circumferences must be changed from a simple circle to a square, octagonal, or polygonal shape are prime candidates for liquid impact forming.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





