
















President
The new and emerging grades of advanced high-strength steels are causing metal formers to rethink the way they design parts.
The global steel industry through WorldAutoSteel banded together to release the AHSS Application Guidelines 6.0 in May 2017, the first update to these guidelines in three years. There have been many advances since 2014, both in the number of available advanced high-strength steel (AHSS) grades—projected to reach 43 by 2020—and new types of grades, including Generation 3 grades such as quenching and partitioning steels.
The guidelines, which contain an updated section on AHSS metallurgy and include more than 100 pages each on forming and joining, can be downloaded free of charge here.
One of the most significant updates from the previous version is the emphasis on local formability. Most fabricators consider only global formability when designing and stamping parts. The standard tensile test determines sheet metal properties such as strength, n-value (strain hardening exponent), and total and uniform elongation. Using the results from a tensile test, a stamper can employ forming simulation software to predict where potential forming problems might occur. The strains across a stamped part start low and evenly distributed but begin to concentrate as the punch approaches bottom-dead-center. Critical thinning (also called necking) occurs if the strains induced by the part shape and forming process exceed the forming limit of the chosen sheet metal.
In contrast, failures associated with local formability issues typically occur at cut edges or bending around a radius too small for the selected steel grade. These failures typically occur without any observable thinning or necking (see Figure 1). Forming simulation software that considers only the forming limit curve or maximum thinning as the failure criteria cannot predict local formability failures.
The multiphase microstructure of AHSS makes them sensitive to trim steel variables like clearance, shear angle, sharpness, and alignment. Cut edges can be created during coil slitting, blanking, trimming, and hole punching. They are not a problem if as no tension is put on the edges. But if a poorly cut edge is expanded or flanged, it can lead to a fracture that simulations cannot predict.
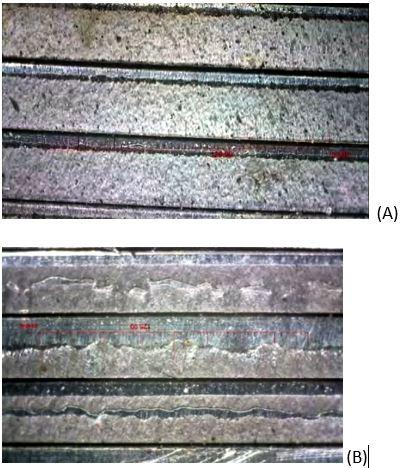
Figure 2a shows the slit edge on blanks of DP980 steel used for automotive rocker panels. There are no edge fractures, and the edge condition has a uniform burnish zone with a uniform transition to the smooth fracture zone. In contrast to this, Figure 2b shows the slit edge on blanks from the same coil that experienced 100 percent edge fracture at the embossments. This edge exhibits secondary shear and a wide burnish zone with a nonuniform transition from the burnish zone to the fracture zone.
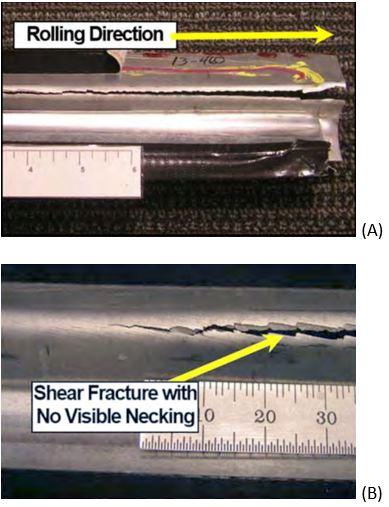
Product designers target small radii for springback control, sectional stiffness, packaging constraints, and design features. If the ratio of die radius to metal thickness (R/t) is too small for the AHSS steel grade, shear fracture could occur, and the split will occur on the radius with no significant thinning (see Figure 3). When R/t is large enough, conventional necking thinning will occur outside the radius off the tangent, which is predictable with most forming simulation packages.
According to the AHSS Application Guidelines 6.0, for product features such as embossments on parts made from DP600 or stronger, the R/t should be at least 3T. For the same material grades, if the sheet steel is pulled over a punch radius or through a draw bead under tension, the R/t should be at least 5T. To determine these critical values, companies may use different test methods, such as bending to 60, 90, or 180 degrees. Therefore, be sure to check how the company generated the values for specific applications to ensure a valid comparison.
Relying on simulation to determine if a part can be formed out of a chosen sheet metal is prudent only when all the material characteristics and failure modes are considered and incorporated into the model. With the increasing availability and usage of AHSS grades, you need to address local formability issues in addition to the traditional global formability concerns.
Daniel J. Schaeffler is president of Engineering Quality Solutions Inc., 248-667-8335, sales@EQSgroup.com, www.EQSgroup.com, and chief content officer with 4M Partners LLC., www.learning4M.com.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}