















Contributing Writer
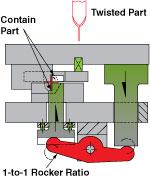 |
| Figure 1 The use of a 1-to-1 rocker ratio mounted beneath the forming section allows the metal to be formed both up and down, thereby twisting it. |
Die designers and process engineers often are faced with the challenge of making a part feature that is unique and possibly difficult to form, especially when the number of stations that can be used to obtain the finished part geometry is restricted. The press bed size and the need for lower-cost tooling are typical culprits.
Fortunately, certain part features can be obtained with effective short cuts. However, these methods can result in more complex and, in some cases, more expensive tooling. And because of complex timing issues as well as numerous moving die components, these methods also may complicate the die maintenance procedures. Nevertheless, they often are necessary.
Twisting a Part
Occasionally a product designer will design a stamped part with a feature that must be twisted, or rotated, about its centerline axis. Upon first examination, this process may seem simple. However, truly twisting the part requires both an upward and downward motion.
Think of how you twist a garbage bag tie. When doing so, your thumb goes upward simultaneously as your forefinger goes down—two axes of motion.
The same basic concept applies to twisting metal in a die. Figure 1shows a section through a die using this basic concept. The use of a 1-to-1 rocker ratio mounted beneath the forming section allows the metal to be formed both up and down. This simultaneous metal forming process forces the part to twist about its centerline.
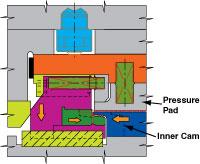 |
| Figure 2 This section view through a die shows how a complete return flange can be made in a single operation. |
Attempting to twist a part by simply bending down one side and allowing the opposite side to flip up will most likely result in a bent part. This is because the centerline of the part must remain stationary during the twisting process.
Creating a Return Flange
Another common part feature is a return flange, which is a combination of two separate bend lines. The simplest method for creating it is to bend the part twice in two separate stations. While this process can result in a die lock condition, especially if the part has a return flange all the way around the perimeter, special cams are available to prevent the problem.
Can a return flange be made in a single operation, even if the flange is around the entire perimeter? The answer is yes, but it requires a little creative engineering.
Figure 2shows a section view through a die creating a complete return flange in a single operation. To accomplish this, the design uses both top- and bottom-mounted cam slides combined with a high-pressure gas cylinder in the following process:
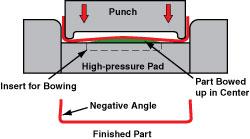 |
| Figure 3 In reverse U forming, a high-pressure pad with an insert that can be adjusted in height causes the part to bow upward. |
Making a 90-degree Bend
A unique but effective method for obtaining a 90-degree bend or a bend with a slight negative angle is reverse U forming. This process uses a high-pressure pad with an insert that can be adjusted in height with shimming or grinding (see Figure 3). The insert causes the part to bow upward in the center of the punch where a void has been created. Raising or lowering the insert changes the severity of the bow.
The bow is created by the pressure exerted by the pad. This often requires the use of high-pressure gas springs. After the bow has been created, the pad moves downward, and the bends are established. Upon punch removal, the part has a tendency to spring back in the center, causing the bends to "toe in."
This method works well with materials that exhibit a great deal of springback. If the metal permanently deforms in the center bowed area, the part may have to be pushed back flat to achieve a 90-degree angle.
Simplify
These are just a few of the production methods that can be incorporated into a stamping die. While it would be impossible to discuss all of the possible techniques for forming metal here, the best rule of die design, no matter which production method is used, is to keep it simple. Although a complex die design can help reduce the number of operations, it also can become a maintenance nightmare.
Until next time ... Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





