















Contributing Writer
Establishing a good buying procedure is a critical aspect of the tool purchasing process. All too often tool supplier expectations are not communicated and executed effectively. Miscommunication can cause you to purchase a die that doesn't produce good parts, needs constant attention, wears out prematurely, or has other problems.
Many factors besides the tool itself greatly affect the process. This article discusses a few of these factors and focuses on the importance of establishing a good die-buying procedure. It covers the process from the tooling design stages to the final die purchase.
The first question you must ask is: What am I really buying? Although you ultimately are buying a die, you also are buying a critical component that must fit within your current process parameters and mesh effectively with existing equipment. The new component must add value to your operation.
Keep in mind that you also may be purchasing intellectual property. In other words, the total cost also can include proprietary engineering. In a nutshell, you are purchasing a commitment from a die supplier to design and build a tool that can add value to your company.
Buyers often fail to define expectations or give them the necessary attention. A healthy process first begins with a ]fullunderstanding of what is expected from the purchase. Keep in mind that if you are the die supplier, building and trying out a die in your facility in no wayguarantee good results in the customer's shop. More than 40 basic variables influence cutting and forming sheet metal. Building a die, trying it out in your facility, selling it in your facility, and shipping it to the stamper assumes that your process variables are identical to the stamping shop's. Fat chance.
Also keep in mind that designing and building the die to high standards doesn't guarantee acceptable results. The die is only a part of the stamping process. In other words, building a gemof a die and placing it into a glorified 500-ton trash compactor press most likely will produce trash. Stampers must also understand that dies function properly only if the process variables are within reason.
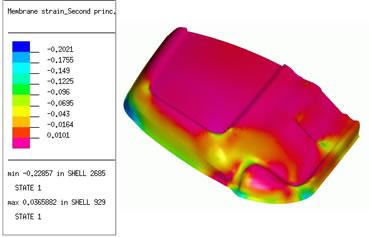 |
| Figure 1: Forming Simulation Image courtesy of ESI group |
An effective, efficient process cannot be achieved without knowing all of the critical factors. All too often dies are designed and built with insufficient information. The mechanical properties of the material being formed, press and feeder specifications, and the lubricant to be used are not factored into the decision. Also the die supplier must understand that the die must produce parts from the entire range of the material specifications. Work with your die supplier and give him all of the information that you can about your equipment, processes, and operators.
If the die will be used to make a part that contains enough form to increase the likelihood of metal failure, invest the time to have a final formability assessment performed on the part before making the final payment for the tool. The assessment must be performed at the production facility using its process variables. All too often a formability assessment is done first during the processing stages of the part using finite element analysis or forming simulation. These great processing tools can help reduce the forming severity, but also can lead you to make changes in the die's geometry. However, this type of analysis tells you only the forming severity based on the computer inputs. It in no way tells you the exactoutput of the real process. See Figure 1.
A second formability study can be done on the die building shop floor using circle grid analysis. This analysis can be a good starting point for making necessary changes to the die, but it still most likely will not show the same results as conducting a formability study in the production shop. See Figure 2.
 |
| Figure 2: Circle Grid Analysis |
During my career, I have seen many dies bought and paid for based on a formability assessment using the die shop's variables. This is very risky. The actual production shop's press speed; lubrication type and mixture; pressure systems, such as press cushions; material variances; and other factors affect the process and must be taken into consideration. For example, in a die building shop a drawing die is run in a hydraulic press with a ram speed of 20 feet per minute (FPM). It is forming a part made from 0.050-in. draw-quality steel that has a work-hardening exponent value of 0.22. The lubricant being used is water-soluble and is being mixed 50-50 with water.
After the part is formed, a formability study is conducted. A circle grid analysis plotted on the forming limit diagram for the steel used shows the part to be a safe distance from failing. The part looks good and fits the checking fixture. The buyer signs off and makes the final payment. The die then is shipped to the stamping shop and placed into a mechanical straight-side press that has a ram speed of 50 FPM. A steel blank made of draw-quality steel having an n value of 0.20 is introduced, and lubricant is mixed at a 30-to-70 ratio. BOOM! We are looking at a split.
The usual first response to the problem is to blame the steel. Get the steel person in here so I can beat him with a stick! Stupid, bad steel!The failure's root cause is that the die was designed, tuned, and refined with respect to the die shop variables and not the production shop's. It you want to hit somebody with a stick, hit yourself for paying for a die that was not designed and tuned with respect to your own process variables.
Here are some tips for conducting a forming assessment that will lead to a smart buying decision.
1. Conduct the forming assessment in the production press. Don't rely on the tryout press to be exactly the same as the actual production press. Even if the ram speed is the same, other variables, such as press deflection, parallelism, cushion tonnage, and pressure distribution, will result in different forming severities.
2. Use worst-case material for your assessment. Remember, no two coils are identical. The material will be different from coil to coil. This is the one time when you should request from your supplier a material sample that has the lowest formability characteristics in that given grade.
3. Use the thinnest material that your product design will accept when conducting your forming assessment. Thinner metal stretches less than thick metal because it has less volume (assuming identical mechanical properties).
4. Use production lubricant when conducting the assessment. Of all the process variables that contribute to the success of a forming operation, nothing is more influential than a change in frictional values. Nothing reduces friction more than the use of lubricant. Mix and apply your lubricant for the assessment in the same manner used for actual production.
5. Whenever possible, avoid using multiple presses for a single forming operation. Different presses will produce different results. Expecting the die to perform exactly the same from press to press is unrealistic.
Remember that the stamper's and the die supplier's success relies on both of them fully understanding the goals and objectives before the die is processed, designed, and built. To reach these goals, we must understand each other's process limits, as well as know the available equipment and work force capabilities.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





