















Ask the Stamping Expert: When is a WEDM purchase justifiable?

Q: My company stamps small connectors and pin terminals for the electronics industry. We have about 20 presses from 20 to 45 tons that run at speeds up to 600 strokes per minute (SPM) for stamping mostly brass, copper, and stainless steel from 0.004 to 0.020 inch thick. We build all our own dies and surface grind to finish most of the tooling components. We are under increasing pressure to use wire electrical discharge machining (WEDM) to reduce costs, but we don’t have this equipment and are not sure if it is a justifiable purchase. Any advice?
A: In my 30+ years in the industry, many of which were spent in hands-on manufacturing and building of high-speed progressive dies, I have found that the justification for investing in WEDM needs to be made based on your company’s projected use and internal needs.
If you will use WEDM a few hours a week, then your best choice is to outsource it. If your requirements can support running a machine at least five days a week at 15 to 20 hours per day, then you can make a good case for the purchase. The key here is to determine how much of your tooling you can move to the WEDM process from surface grinding.
All things being equal, in very fine applications, you will not get exactly the same tooling life from WEDM as from precision surface grinding. Don’t get me wrong: over the years with the improvements in WEDM equipment and tooling materials, particularly the powdered metals and new grades of carbides, my company has experienced as much as a fivefold increase in the service life of tooling manufactured with WEDM. However, we still use grinding for the tightest-tolerance components, mainly because we have found that grinding imparts superior surface finish, higher accuracy, and no heat-affected zone (HAZ). This process is used mainly for components with tolerances of +/-0.00005 in. or less.
Without knowing the specifics of your tooling, I offer a word of caution: The WEDM process inherently creates a recast layer, or HAZ, wherever sparking occurs. During the machining process, the heat created is removed via the dielectric fluid—usually deionized water, although oil also is used. This HAZ, which is a very hard, thin, and brittle layer with a white appearance, comprises particles of the tooling material that have been melted and rehardened. During this process, some of the carbon in the substrate also is drawn to the surface, further decreasing the material’s integrity. The HAZ absolutely must be minimized to prevent premature tooling failure.
Today’s machine tools have advanced to the point of minimal material degradation when cutting tool steel. Cutting carbide, however, is a different story. Carbides use cobalt and other binders that have a much lower melting temperature than the carbide itself. As a result, the carbide comes loose from the matrix, greatly decreasing material integrity.
To prevent this problem, you need to run the WEDM with extremely high-current cycle frequencies with very short current-on times to minimize heat buildup. Changing the dielectric fluid from water to oil makes the biggest positive difference. The oil helps with the heat dissipation, resulting in a better surface finish. However, oil is two to three times slower and more costly to run, so its use is justified only if you have a large amount of tooling that requires extremely tight tolerances and very fine surface finishes.
Figure 1 shows two examples of WEDM versus surface-ground cutting inserts. We evaluated the tooling based on how many hits we got between sharpenings. While running comparative tests, we made sure everything else remained the same: strip lubrication, punch-to-die clearance, the condition of the stamping presses.
In Test 1, we were unable to match the required accuracy and surface integrity using WEDM. The surface finish on this tooling is critical to maximize hits per service. In Test 2, WEDM was the more economical choice, as surface finish was not as critical.
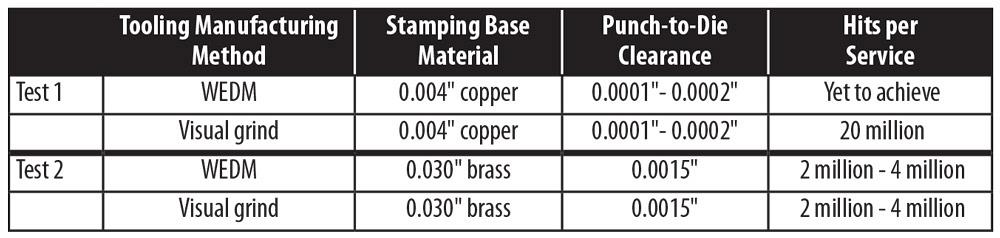
Figure 1
WEDM’s effectiveness for manufacturing stamping tools depends on the job and material.
About the Author

Thomas Vacca
Micro Co.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Dynamic Metal blossoms with each passing year

4
Steel industry reacts to Nucor’s new weekly published HRC price

5
Metal fabrication management: A guide for new supervisors
