

















Contributing editor

Rockford Toolcraft’s MRO crew (left to right: Stacy, Scott, Brennan, Jim, Randy, Chris, Alan, Mike, and Kelly) operates like a NASCAR® pit crew, ready to repair presses and machines at a moment’s notice.
When your press stamps 0.75-inch-thick (yes, you read that right), 100-grade high-strength material, it takes a beating, even on a 4,400-ton press named Brutus (see Figure 1).
If anyone understands the importance of having a well-planned and well-executed MRO—and the expert technicians to perform it—it’s Rockford Toolcraft President Tom Busse.
“The guys on the maintenance staff don’t get enough credit (see lead photo). They really are the unsung heroes of our company,” declared Busse (see Figure 2). “Without them, this whole shop would shut down,” he said.
Rockford Toolcraft, Rockford, Ill., has muscled its way to the pole position in the heavy-gauge steel parts category—cab fronts, truck components, structural parts, and heavy-duty connectors—for the heavy-truck, agriculture, and commercial hardware segments (see Figure 3). Stamping plate steel with earth-pounding force 22-plus hours a day pushes the manufacturer’s MRO on the massive mechanical presses to extremes.
When you have 60 presses with tonnages ranging from 100 to 4,400 tons and hundreds of other machines, not all of them can be new. Keeping the steel beasts moving requires the nine-person MRO staff to be both skilled and nimble to keep the machines humming, up and running around the clock five days a week. The crew is led by the very organized and procedural Randy Harley, maintenance manager.
“A preventive and predictive maintenance plan is critical, and that is our motto here,” Harley said. “Without it, we’d have a shop full of broken-down machines in a short period of time. If you don’t schedule and make the time to do these things, it will bite you.”
The crew follows specific predictive and preventive maintenance protocols related to lubrication, air leaks, clutch and brake condition, reverse tonnage, and electronics (see Randy Harley’s Emphatic Preventive and Predictive Maintenance Schedule sidebar), in place since the company earned ISO / TS certification. They are very detailed, and the crew uses them to check and document everything they do. The schedules can be weekly, biweekly, quarterly, or annually. Binders are labeled by each maintenance task.
Harley said maintaining adequate lubrication on all moving parts is one of the most important preventive maintenance steps. “A preventive maintenance lubrication schedule must be in place, including documentation of completion.
“With the right amount of lubricant, the life of a geartrain or bushings and bearings is substantially increased. “Every machine we have has a lubrication prompt,” Harley said. Rockford Toolcraft’s operators are trained to check their own machines’ oil level and notify the crew if it is below the fill line (see Figure 4).
Even something as fundamental as changing the lubricant has its updates, Harley reported. Many older presses were not equipped with oil filtration. An open system pumped oil to the top of the machine and the lubricant was gravity-fed back down, picking up dirt and debris on the way. The company has since added filtering systems to those presses. “We look for those little upgrades that can buy us time so we’re not wearing out the machine by pumping dirty oil through it. Filters are cheap. Oil is not,” Harley said.

Figure 1
Randy Harley and his crew face challenges from Brutus and 59 other presses every day. Some of the coils at Rockford Toolcraft weigh in at 40,000 pounds.
Having ample backups of almost everything—from small components to presses and material handling equipment—is a critical strategy as well. The company buys its presses as “matching sets,” so that if a press needs pit row treatment, another identical press is available immediately to perform the job.
“Yeah, granted, these presses are up to $3 million apiece, but that’s how you keep production going. And when the customer is looking for somebody who can make their part, they don’t have to worry if a machine breaks down, We`ll pull the die and set it up in another machine. That can take away many concerns from our customers about our ability to ship them their parts made right and delivered on time,” Harley said.
But all of the day’s planned and scheduled maintenance can veer off the track in seconds when something goes sideways. “It’s critical for the crew to be able to react to problems quickly too,” Busse said. “Just Monday morning, they came in at 4:30 a.m. and 25 percent of the building did not have power. A spot welder blew out a transformer and shut off all the power. So that trumps everything.” The crew raced in to fix that problem before they went back to their less time-critical work, he said.
Harley said that being able to tackle a sputtering press pivots around readiness. He likend it to the readiness mindset of a NASCAR pit crew. “Those guys …
they’re waiting behind the wall, they’ve got their tools ready, they’ve got their tires ready, they’ve got everything available to them, so that when the car comes rolling in they jump that wall, and within seconds, the car’s back in the race. You may not be able to do that with a 1,000-ton machine, but if that’s your mindset, you sure can get it done a lot faster.”
One way that the company helps to empower its crew to be ready to “jump the wall” is by providing them with motorized carts stocked with every tool they’ll need, including ladders (see Figure 5). “That way they’re not pushing a heavy tool cart all the way across the shop. They can jump on these carts and get out there faster. Again, it’s that pit crew mentality.”
Harley said that he tries to stock backups when possible to support pit crew readiness. “We have belts, bearings, motors, and drives—a lot of mechanical parts—as backups. A press may costs millions of dollars. Having parts on hand that have a history of needing replacement can be priceless.”
Some of the backups materialize by happenstance. The company had a hydraulic unit on a 1,000-ton press that was leaking oil persistently. To work on it, the crew was going to have to take the press out of production, but that was not an option. “We replaced everything that seemed obvious to stop the leak, but it was still there. We decided to order an entirely new hydraulic unit, which took eight weeks to arrive. We installed it during a tooling changeover so that no production time was lost. Now the crew has time to rebuild the old one without shutting down the press and will have a backup unit in stock.”
Harley and the crew also stock what he called the industrial equivalent of a junk drawer. “I’ve had people look at it and say, ‘This is a mess.’ Then someone says, ‘Hey, I need a sprocket for that 1,000-ton feeder.’ And they have it. This happens more times than you would ever believe.”
Harley said that because circuit boards are so machine-specific and varied, he doesn’t stock many. “But as a machine gets older, we sometimes go on the Internet and start buying up every one we can find.”
The typical machine malfunction could take five minutes or many days to repair. “It’s our job—it doesn’t matter if it’s a switch, a motor, or a crankshaft—whatever goes wrong, our guys fix it.

Figure 2
Rockford Toolcraft President Tom Busse values his maintenance staff.
“It’s all about acting like that pit crew—getting on it and getting it done.”
So you come in on Monday morning and a press is down. What’s the first thing you do? What’s second? When the steel gets tough, the tough get fixing. To view a video of Harley describing how his crew attacks problems, click here.
“We’ll go over the description from the operator or the foreman,” Harley said. “We may ask, ‘Will the press start?’ ‘Will the oil pump come on?’ ‘Will the lights come on?’ ‘What did the machine do right before it quit working?’ That will lead us in a direction to start troubleshooting. At that point, the maintenance tech will dive into the job. If the tech assigned to that job needs assistance, someone else in the pit crew may be asked to help.”
Electronics Go Bad. Harley estimates that 75 percent of the maintenance problems are related to electronics. “If it’s an electronics issue, it could be for 1,000 different reasons.”
If a problem is caused by electronics, Harley will dispatch one of his highly skilled electrical technicians to troubleshoot it. The first thing he does is go out to the main panel to check for power (see Figure 6). Referring to the prints, the technician looks for potential problems. After going over the prints, he has the knowledge of how the different circuits work. He may find something as simple as a burnt-out fuse or relay, or something much worse, such as a shorted motor or drive. “If there’s no power coming from the fuses, the tech will troubleshoot further, looking for the reason the fuse blew and not just replacing fuses. He may ohm out the motor, using meters to make sure it’s not shorted to ground. He’ll continue looking for a dead short until he finds it—because it’s got to be there,” Harley said.
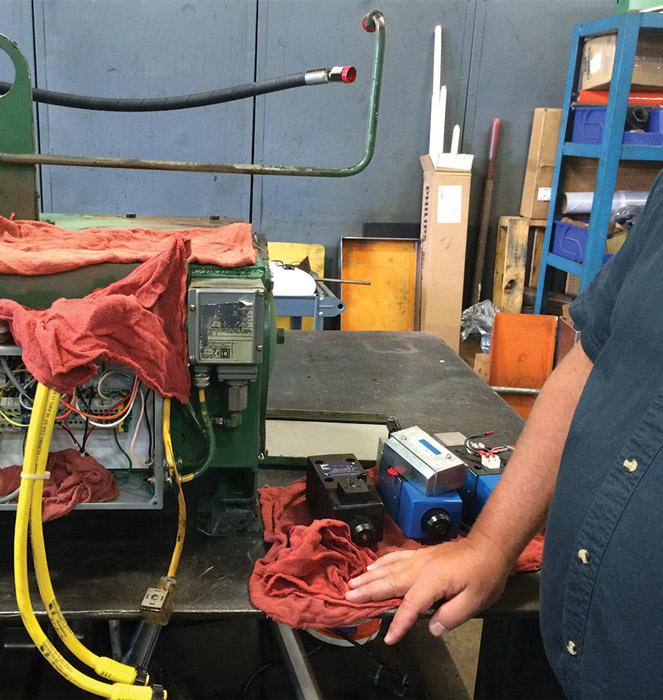
Oil Won’t Flow. Let’s say something is wrong with the oil pressure. “First thing we’d do is go over and look at the gauges on the pump. Is the filter plugged? If it is, we should notice a much different pressure from what’s going in to what’s coming out. Then we know that the filter is possibly plugged. We would then replace the filter and fire it up and nine times out of 10, you’re up and running,” Harley said (see Figure 7).
But if the oil pump is not running … “We would go over to the panel, check the fuses, pull the prints, and begin going through the relay logic circuit, methodically checking one thing after another to locate the problem.”
Motor Won’t Run. As an example, the oil pump comes on but the main press motor won’t run. “You begin by checking the prints. Well, the motor’s fine. The fuses are all good. So you continue to troubleshoot. You may check the air supply to the press. If it is too low for some reason, it could cause the circuit to be open, preventing the motor from starting. If that were the case, then simply raising the PSI could fix your problem. Don’t overlook the simple stuff. Sometimes we get in the habit of looking for some major problem when it could be something very simple.”
What if the technician determines that a stalled press is caused by a motor failure? “We would lock out the press, remove the bad motor, and replace it with our spare from stock. This usually can be done in a couple hours. We then send the bad motor to our rebuilder to be rewound and put back in stock.
“On many of our presses, we have backup motors for that reason; it takes days to get a motor rebuilt. By having motors in stock, we can have it up on the machine and running within hours, not days,” Harley said.

Figure 3
The company stamps heavy-gauge parts for the heavy truck and agriculture markets.
Drive Is Down. Repairing drives requires a specialty skill set that must be done by outside sources, according to Harley. Again, this takes days, sometimes weeks. “For this reason, we try to keep spares on hand of our most critical production machines (see Figure 8). This way we can be running production while repairs are being done.”
Crankshaft Fails. What is the worst that can happen? A crankshaft failure, according to Harley (see Figure 9). “Typically, if a gear breaks or something inside the crown is broken, it will make itself known in quick order. If this happens you have to get into the crown of the machine and thoroughly inspect each component for damage. This calls for a tech that is very knowledgeable on this kind of equipment to determine the cause of the failure.”
If a crankshaft breaks, Harley said he would contact one of the machine rebuilding companies they work with to discuss arrangements. Then he would decide which parts (or entire crown) needs to be sent out. In the event the crown needs to be sent out, he would arrange rigging and trucking.
Rockford Toolcraft celebrates 40 years in business this year. Harley and his crew are prepared to keep the press fleet running for another 40 years.
“It’s not easy,” Harley continued. “There are times when we don’t encounter a breakdown until the end of the day. Our team has stayed late or even returned after hours to repair a machine issue. That’s when you know you have a great team. They don’t put three tires on a NASCAR car and jump back over the wall. They finish it and get it back on the track.”
Rockford Toolcraft, 815-398-5507, www.rockfordtoolcraft.com
Preventive maintenance matters!If you throw it out the window, you may as well shut off the lights. It’s just a matter of time before a machine will break. If you can figure out when that tipping point is and address problems before that happens, your machines will keep running for many years.
The PPM list includes each press, straightener, reel, and feed by code number. The form lists a schedule of checks for each machine. Clutches and brake, lubrication, motors, air leaks, counterbalance, and compressors are among some of the checks. These are signed and dated when complete.
Once you’ve documented it, you start seeing patterns of what happens after so many hours. If you are seeing that every 4,000 hours a machine shuts down because of a certain filter, then you change the inspection intervals to maybe every 3,000 hours so that you’re changing the filters before the machine shuts down.
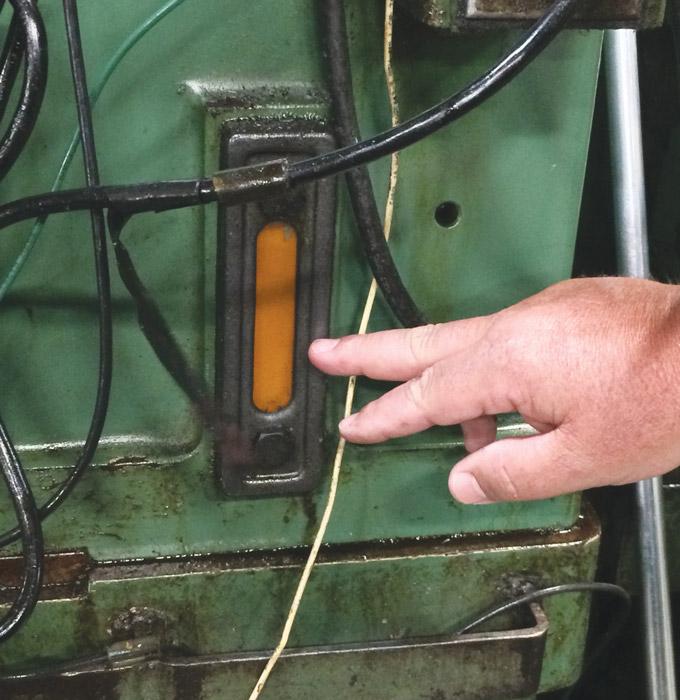
Figure 4
Maintaining adequate lubrication on all moving parts is No. 1.
Lubrication is critical. A lubrication schedule must be in place, including documentation of completion. Check the lubrication flow, pressure, and temperature sensors. Any problems found with the lubrication systems should be dealt with immediately! All lubricants should be kept in stock for emergencies and scheduled maintenance.
Be sure to confer with the machine operators; they are an important line of defense in noticing issues with the lubrication system and should be trained on what to be aware of and to report their findings immediately.
Press manufacturers give a dimension that should be maintained for proper clutch performance. Having a preventive maintenance schedule in place and documenting the condition of each press’s clutch are critical to the overall performance of the machine. As the clutch facing wears, the gap between the clutch and the flywheel grows from the time it is activated. This affects how soon the clutch engages from the time the operator hits the buttons, as well as how long it takes for the brake to engage and ram to stop moving.
Using a brake monitor also aids in helping you know the condition of the clutch/brake. You set a time limit on the brake monitor and it throws up a warning signal when it is exceeded. When that happens, you should investigate the brake unit and make any necessary cleaning or adjustments to get the timing back within the setting. Sometimes it may only require that the brake be sprayed with brake cleaner.
Try to keep your reverse tonnage under 10 percent of the press’s forward capacity. So 100 tons of reverse tonnage is the maximum we want to see on a 1,000-ton press. This will extend the life of the machine substantially. Use hydraulic dampeners. (To view a video of how dampeners work, click here.) A hydraulic dampener’s piston pushes oil through a small orifice. This squeezes that oil down and causes resistance. When properly set it catches that ram snap-through load. The oil is forced out into the cooler and returns into the cylinder. It’s pretty basic but works really well. This will reduce reverse tonnage substantially.
When there hasn’t been enough room for hydraulic dampeners, we have incorporated nitrogen cylinders. They’re not as good at catching the reverse tonnage, but they will reduce it somewhat, and they’re relatively cheap. The thing to remember with nitrogen dampeners is that they don’t develop as much pressure until near the bottom of the stroke, so you want to make contact with them before the punch breaks through to get the most resistance.
In addition, staggering and grinding rooftops on punches reduces forward tonnage, which then helps reduce reverse tonnage. Anytime you lower forward tonnage, you’re going to lower reverse tonnage.
Detecting air leaks in a stamping shop can be difficult. Breaks and shift changes can be a good time to hear them. Once you locate them, you can tag and schedule them for repair. Some leaks aren’t critical, but some can be, and one of those is a counterbalance leak. It should be repaired ASAP! Leaving a counterbalance leak go can cause scoring of the cylinder walls. In this case, your press could be out of production for days while the cylinder gets repaired. We try to keep counterbalance seal kits in stock for all of our presses. Though this can add up when you have 60 presses like we do, it is a small price to pay, considering how much it costs to have a press sit for days out of production that could have been fixed with a few-hundred-dollar seal kit.
Maintaining factory specs can be challenging on older presses. Periodic inspections of the gib clearance can ensure that it is not too wide or too tight. The findings will prompt any necessary adjustments. Visually inspect the gibs to make sure that they are getting good lubrication. Any clearance or lubrication problem must be dealt with immediately. Operators should also be trained to keep an eye on the gibs for proper lubrication.
The life of electronic equipment can be greatly extended by keeping the components cool and clean inside cabinetry with air conditioning and air filtering systems.

Figure 5
One way that the crew members are prepared is that the manufacturer equips them with motorized carts stocked with everything they’ll need, including a ladder. The tool and parts storage area, “pit row,” is long and well-stocked. All predictive and preventive maintenance tasks and schedules are laid out in an easily accessible library of binders.
You can also protect your electronics by using surge limiting devices. Thermoimaging is helpful as a preventive measure to find hot spots within the electrical devices, motors, and cabinets. It is also useful in reading bearing temperatures and monitoring mechanical operations.
The mechanical and electrical components that are used throughout our industry will, for the most part, do exactly what they are engineered and designed to do for a short period of time without being maintained. But having a highly skilled team of maintenance technicians and a solid preventive maintenance plan that includes backup equipment on hand for those unforeseen emergencies will keep you in the race.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}