















Sensor-based Error Proofing Specialist

Figure 1: A solidly mounted, aligned, and protected analog photoelectric sensor can effectively measure critical dimensions.
Nearly everyone in manufacturing, especially the metal fabricators still standing since the Great Recession, continues to be a little gun-shy. As the economy collectively backs away from the loose, crumbling soil at the edge of the abyss, getting its footing on firm (or at least firmer) ground, businesses continue to move cautiously in capital investments, expansions, hiring, and forecasting.
The need for continued process improvement in manufacturing has never been greater. Many experienced, valuable personnel have left the manufacturing industry by venturing off in new directions or by retiring. In the face of such losses, how can fabricators remain viable in a fiercely competitive global marketplace? The cost pressures continue to mount, yet fabricators must continue to make all manner of items proficiently—carrying out every operation to the level of precision required while minimizing scrap, unplanned downtime, and rework.
Retention is critical, as are programs to encourage newcomers to enter the industry. This would help keep the knowledge pool from drying up as one generation helps the next. These efforts can be coupled with technology to help manufacturers run as efficiently as possible, maximizing throughput while minimizing errors.
To remain viable, some manufacturers might need to rethink quality control.
First, the quality control program can’t be static. Just as manufacturing processes undergo continuous improvement, quality control practices must keep up. Second, quality is everyone’s responsibility. It can’t be the domain of a single department, and it can’t be an end-of-line function.
Error-proofing devices, commonly called poka-yoke devices, such as sensors need to be integrated into the process with complete traceability throughout. Also, provisions have to be in place to quickly and easily add new devices and additional traceability as requirements evolve. To this end, electronic measurement devices have much to offer.
Optical. Analog photoelectric sensors that provide feedback (voltage or current) and the ability to provide discrete set points along the way can be used to gauge material, measure lengths, or guarantee that certain features exist (see Figure 1). These devices, with both laser emission and red light emission, are available in formats that can provide resolution as tight as several microns, which is small enough to detect ridges, valleys, seams, flanges, and so on. When using discrete set points, an optical detector functions as a reliable go/no-go gauge.
Inductive. Inexpensive analog inductive sensors have been around for decades. In the early days, the linearity of these devices left much to be desired; the current generation is much better than many of the preceding ones.
Just as with discrete inductive proximity sensors, the sensing range is proportionate to the sensor coil diameter (smaller diameters are associated with shorter ranges), but the resolution continues to improve. Some of the small (0.25 in. [6.5 mm] dia.) devices can measure thermal growth.
A middle-range analog inductive sensor, such as a 0.71-in. (18-mm) dia. version with 0.20 in. (5 mm) of flush-mount sensing range and three built-in set points, has quite a bit to offer a manufacturer. Bend angles can be measured accurately on-the-fly. A typical use in metal forming is in stamping. These sensors measure the material’s deflection and springback and feed this information back to control servos that compensate for inconsistent springback. These devices also can be used in grippers for translating distance into gripping clamp pressure (see Figure 2).
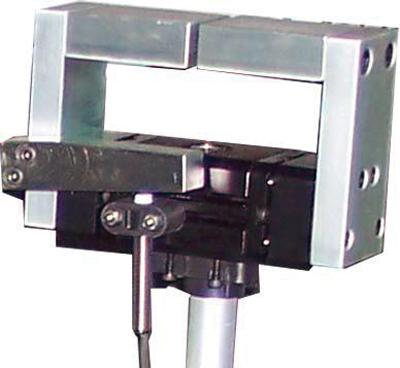
Figure 2: A gripper uses an analog inductive proximity sensor. As the target attached to one side of the gripping arm moves in or out of the inductive field, the output (continuous voltage or current) translates travel distance with gripping pressure. It corresponds to set points in the controls system for limiting clamp pressure.
Magnetostrictive. For harsh environments, linear magnetostrictive transducers are proven for use inside or outside pneumatic or hydraulic cylinders. They can measure as precisely as 1 micron. These can measure piston travel in or on cylinders, shut height on stamping presses, and precision clamping of components during forming or bending (see Figure 3).
These are available in many formats for specific applications, such as Class 1, Div. 1 explosion-proof.
Ultrasonic. Analog ultrasonic sensors provide feed loop control and precise measurements. They use an ultrasonic signal emitted from the sensor’s face that is reflected off a surface and returned, using that information to measure the distance.
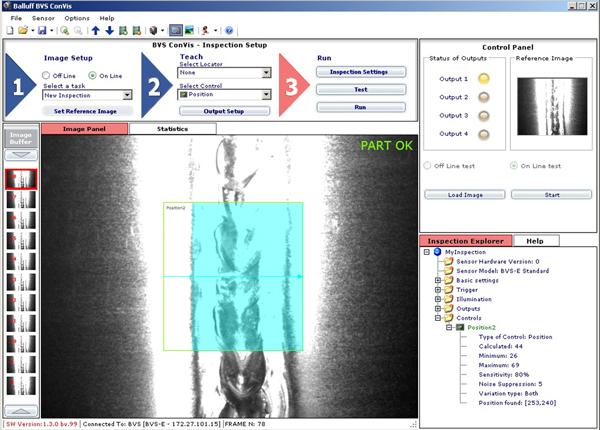
Vision. Versatile and capable, vision sensors can accomplish many inspection jobs with easy setup and programming, enabling a pass/fail inspection on-the-fly (see Figure 4). Fabricators familiar with high-end vision sensors used in intricate, high-speed manufacturing processes might be scared off by the high price tag of those systems, but they should be aware that a capable vision system doesn’t have to be expensive.
It’s critical to remember that it’s all about the lighting. For any vision sensing system to work reliably and repeatedly, proper lighting of the target and surrounding area is required.
Photoelectric. Photoelectric sensors provide discrete detection of targets made of metal, glass, plastic, wood, and other materials, taking into consideration the color and texture of the target’s surface. These are available in many housing shapes; lenses are glass or plastic. The lenses can be passive (reflective) or active (energized by infrared, red, or laser light). Infrared is a good choice when dealing with lubrication mist and industrial dust because these don’t interfere with this wavelength.
Photoelectric sensors, like inductive proximity sensors, usually are application-specific. Matching the application to the sensor is directly proportional to how the particular sensor will perform—a better match provides better performance (see Figure 5). Some research and common sense when integrating photoelectric sensors help to improve the results.
Discrete Inductive. Often taken for granted, the inductive proximity sensor is probably the most commonly used metal detecting technology in any industry. It emits a signal and detects the reflection; the reflected signal indicates the presence of nearby metal, mild steel being the ideal target. These sensors are extremely versatile—the combinations of size, shape, and electrical connector are essentially infinite. The mean time between failure (MTBF) often is 120,000 hours, which equates to 16 years (three shifts per day, six days per week) when used in accordance with the manufacturer’s instructions.
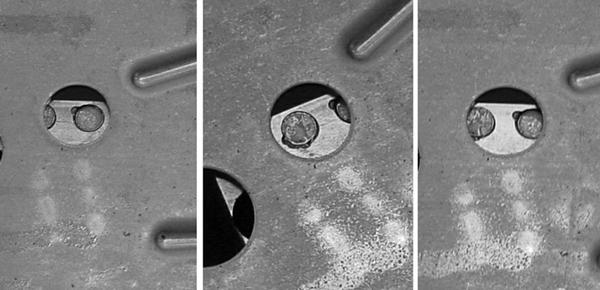
When the exact hysteresis pattern is established using a metal sample from the production line, the detection can be as accurate as 0.001 in. (0.025 mm) for detecting the presence or absence of holes or other features (see Figure 6). Theses sensor vary in size from from tiny (0.120 in. [3 mm] dia. with a sensing range as small as 0.040 in. (1 mm) to large (3 in. [76.2 mm ] dia.with a sensing range of 4.75 in. (121 mm). Metal formers have used these for years to monitor pilot holes in the forming process for precision feeding. Ratings from IP67 to IP69K mean that these products have been tested and can withstand shock, vibration, and harsh industrial fluids such as die lubricants and oils.
Manufacturing parts is one thing; tracking them is something else altogether. Radio-frequency identification (RFID) can perform many tracking functions for metal fabricators.

Figure 5: Sensors perform only as well as they are mounted and protected. A spring-loaded adjustment bracket provides a steady mounting for a tubular photoelectric sensor.
Robust, industrial RFID systems are not the sort commonly used in retail establishments (for example, the little tags on DVDs that deter theft). Industrial identification systems are hardened appropriately. Durable and versatile, they allow manufacturers to:
These systems consist of three components:
A typical scenario involves parts that are shipped on custom-made racks. The rack is a valuable asset, and in some cases, it’s worth more than the parts it carries. The rack of parts leaves the factory by truck and goes to the customer’s plant. The delivery goes smoothly, but the rack doesn’t come back—it’s a lost asset.
Solving this is a matter of using an RFID tag on the rack. It takes some research to verify whether the customer’s plant layout is suitable (with few obstructions), but setting up a system can pay off. The system requires RFID tags affixed to the racks, an antenna placed near the loading dock, and a processor. The antenna reads the tag on each rack and communicates the time, date, and lot number of each rack for documentation. In addition to tracking the racks, this sort of system also provides the time and date of the delivery.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}