















Contributing Writer
 |
| Figure 1 |
Fatigue is the progressive formation and propagation of cracks in a metal subjected to repeated or alternating stresses (from cyclic loads or forces) not exceeding the material's static yield strength limit.
The final failure occurs when the remaining section—the part of the whole section not yet affected by the progressing crack—is no longer able to withstand normal operating forces.
Generally, the fracture's appearance presents easily recognizable signs that it was caused by fatigue and may give other clues that point to the failure's origin. Characteristic features, commonly called "beach marks," represent progressive stages of crack development. Beach marks are the single most important distinctive fatigue signs.
In certain metals such as aluminum alloys, beach marks may not be clearly visible by optical means. In this case, striations usually can be observed with a scanning electron microscope (SEM).
Figures 1 and 2 show an aluminum-alloy compressor blade stressed in bending. The maximum stresses appear alternatively on both airfoil surfaces—the concave and the convex—somewhere near the root.
On the blade shown in Figure 1 at low magnification (50x) under a SEM, a border (which looks like a half moon) clearly is visible between the fatigue-cracked area and the area fractured by overload.
In Figure 2, the same surface under SEM at much higher magnification (4000x) clearly shows the striations running from left to right as concentric arcs.
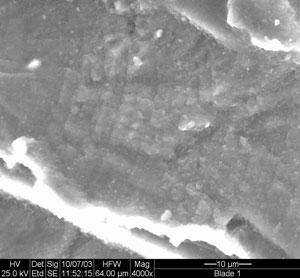 |
| Figure 2 |
After it has been determined from the fractured surface's appearance—assuming that it has not been obscured by contact wear after the fracture—what caused the failure, the most common remedial action is to replace the failed component with a new one. To improve performance, operating factors must be taken into account.
An expert metallurgist's know-how assisted by modern laboratory equipment and know-how can be invaluable in determining the best replacement, especially if the case is complicated or tied to legal responsibilities, for the environmental or operational conditions the component will be subjected to, such as humidity, heat, vibrations, very high speeds, impact loading, and corrosive agents.
However, for simpler cases, such as a broken shaft, less expensive solutions may be preferable.
The properties to look for in replacement parts are hardenability—the part's ability to harden throughout its depth—and hardness after heat treatment—an indication of strength.
Where can inexpensive assistance be found? From providers whose metallurgical expertise is included in the product or service they market and sell.
Service centers representing reputable materials manufacturers are not only stock metal providers. They know their products in-depth and usually know which metal should be selected from the overwhelming assortment for the given application.
They may have informative leaflets displaying composition and properties, usage and treatments, availability, and costs. They are worth listening to because they generally know what they're talking about.
Before the component is manufactured, the heat-treatment job shop that will process the part should be involved in the project and asked for advice. The shop can be called upon to test the broken part's hardness and determine baseline properties that can be improved. The shop also can help determine if some surface hardening might be present in the failed part.
A formal metallurgical investigation attempts to pinpoint the exact cause of failure—faulty design, defective material, improper treatment, surface damage, or pure high cycle fatigue. Skipping the quest for the cause may lead one to the conclusion that the failure occurred by chance as a consequence of one or more contributing factors that will not necessarily recur if the marginal conditions are improved.
The heat-treating specialist will not only suggest the best treatment to perform (most often hardening and tempering) and by what equipment, but will advise at which stage in the machining sequence the processing should take place. The specialist also will provide useful tips for checking deformations and may offer to provide hardness testing for controlling the treatment and magnetic particle inspection to ensure the part's soundness.
Also, the heat-treating specialist may be familiar with finishing processes, such as burnishing, shot peening, and phosphate coating, which add value to and improve the final product's properties. Shot peening in particular is a process designed to induce compressive residual stresses (on the surface of the treated parts) that may prevent or delay fatigue failures.
Sketching the part and noting dimensions can be done in-house, but it should be done with great care.
Depending on the exact position of the failure, sharp fillets or notches, known in general as stress raisers, may have a fateful influence on fatigue life. They should be avoided if possible, or at least reduced in intensity by a larger radius or smoother surface, for example.
Normally, the smoother the surface finish the better, although grinding is known to introduce harmful tensile stresses and even tiny cracks that are ruinous. Grinding control, if applicable, should be performed by a certain metallographic procedure known as nital etch or by using a magnetoelastic technique called Barkhausen noise analysis (BNA).
The heat-treating job shop may know where these processes can be done, especially if the shop is involved in treating gears.
Although fatigue failure can have heavy and costly consequences on maintenance and equipment availability, it can be controlled if the new design and procedures take into consideration the influencing factors that caused the failure.
If potential equipment breakdown could have harmful economic consequences or cause personal injury, maintenance personnel always should search for cracks, especially in rotating parts. Retiring and replacing the damaged part while it still is functioning but before final rupture is the only way to prevent fatigue failures.
Continuous monitoring and special crack detection techniques are available for performing maintenance routines and nondestructive inspection.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





