















Finding poor-diffusion bonds in ferrous, nonferrous tubes
Pursuing, preventing pasty welds
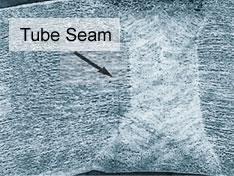
Figure 1 A common problem in laser welding is misalignment between the laser beam and the tube's seam. Two small portions of the weld seam, near the inner and outer walls, benefited from the weld heat; however, even in these locations, fusion likely wasn't thorough. Photomicrograph of 2507 duplex steel tube, 0.625 in. OD by 0.067 in.
Pasty welds usually are detected destructively by crushing the weld seam to expose a lack of fusion on a welded or extruded tube. Because tubes can be made by a variety of welding processes—induction, resistance, or laser—or by extrusion, the cures for paste welds differ.
In induction welding, the cure is to increase the weld power or focus it by placing field-focusing ferrites near the weld zone. For resistance welding, better tube preparation, cleaning, and increasing the current level usually solve the problem. For laser welding, better control of the beam position and focus typically solve the problem (see Figure 1). On extrusions, better temperature control of the exit die allows more flow and reduces the probability of a poor-diffusion bond.
Major bond failures can be detected visually; minor failures require X-rays or other nondestructive testing (NDT) techniques. Because such a test logically would be located just after the weld or extrusion process, it would not be a final inspection but rather an in-process inspection. Separate inspections of this type rarely are employed in most process industries; instead, most tube producers make efforts to ensure that the process is stable. Therefore, the demand for this type of inspection is limited to those products with significant liability and the customer demands a test.
Knowing the Rolls
In a case of welded tube manufactured on a mill, poor roll alignment or roll damage can introduce periodic deformation in the strip. The effect is similar to a test in which a strip with exaggerated edge variation is formed and welded (see Figure 2). A probe placed against such a tube can detect an entire spectrum of vibrations. This spectrum contains the periodic contribution of each roll and can be matched automatically to a table generated from the mill's roll diameters, reductions, and processing velocity (see Figure 3). Analyzing this data allows tube mill engineers to tune the mill to minimize the mechanical variations induced by the rolls—mechanical variations that can produce eddy current variations.
Can this data help reveal the presence of pasty welds? Yes. Applying this spectral analysis technique to mills producing pasty welds reveals a new set of peaks. A pasty weld produces a second harmonic component.
 Figure 3
Figure 3Frequency of Modulated Eddy Current Response (Hz)
The pasty weld condition could be the result of a power reduction on the induction unit. The traditional short-term fix is to increase the heat input; the long-term fix requires dynamic tuning of the power supply.
Is this a good method for finding pasty welds? No. This is not necessarily a good method for finding pasty welds for two reasons.
First, the test is not immediate; it requires scanning a section of finished tube. The test doesn't detect pasty welds as the tube is moving through the mill. Pasty welds are revealed only after the tube leaves the mill and the rolls no longer squeeze the tube; weak welds become evident when the pressure is relaxed.
Second, it requires detailed knowledge of the mill's characteristics. In a well-formed tube, the tensile stress levels across the weld vary periodically; when the peak local tensile level exceeds the yield threshold of the bond, the material undergoes local plastic relaxation. In effect, this rectifies the periodic strain pattern imposed on the material by the roll variations. Theoretically, it is possible to analyze a tube's spectral response and search for second harmonic components. However, without detailed knowledge of the rolls' characteristics, it would be impossible to know where the trouble began.
Direct Detection of Pasty Welds in Ferrous Materials
 Figure
4
Figure
4A phase-shifted response identifies a pasty weld in a duplex steel, at right. This indicates a subsurface change in weld properties. An image from a good weld is shown on the left.
Duplex steels provide a way for finding evidence of pasty welds by direct examination. Duplex steels consist of an intermingled austenitic and ferritic grain structure that is rolled, textured, and formed into a tube. The weld process, whether it is laser or induction, produces two weld pools, one at the top of the sheet and one at the bottom, and a narrow channel through the midsection of the wall (see Figure 1). When these weld pools solidify, they contract and pull the midwall section into a state of compression and contact the two unwelded midwall surfaces.
Figure 2 Excessive or exaggerated edge variation in the strip results in large amounts of internal residual stress in the finished tube. If the resulting weld is a pasty weld, the regions of maximum tension will yield.
The structure of a pasty weld is a poorly bonded surface. The structure consists of planar terminated grains with surface boundaries locked on this metallurgically imperfect interface. Directing a signal at this interface and detecting the reflection reveal its existence. The surface of the pasty weld has a nonrandom magnetic domain orientation dictated by the texturing of the sheet material and the planar structure of the poor-diffusion bond.
A modified eddy current system can detect this reflected signal. Compared to the response of a monolithic tube, the response of a tube with a poor-diffusion bond is phase-shifted approximately 180 degrees and exaggerated in amplitude (see Figure 4).
This technique works on duplex steel tube and low-carbon steel tube. The effects are enhanced by annealing the tube and can be further enhanced by supplying secondary fields. These tests can be performed long after the tube has left the mill and does not require knowledge of the mill's roll construction.
Detection of Pasty Welds in Nonferrous Materials
Determining the presence of a poor-diffusion bond in nonferrous materials is more demanding than in ferrous materials. The standard encircling-coil eddy current test typically does not reveal a poor-diffusion bond because nonferrous materials have excellent electrical contact over most of the interface. In order to enhance the volume under test, a probe is used over the bond. This technique measures the absolute conductivity of the bonded region, while reducing or eliminating the effects of surface deformations and bulk conductivity variations.
Measuring a decrease in absolute conductivity independent of surface shape changes is key in finding a weak bond. This process detects changes in conductivity by converting the raw spectral data to electrical signals and monitors these signals for abrupt changes. It simultaneously records changes in the tube's shape by detecting probe movements; surface wrinkles cause the probe to lift off the surface of the tube.
The inverse analysis separates the conductivity effects from the liftoff effects. For high-speed inverse analysis, a two-parameter relaxation is used, which can be run as rapidly as the data is taken.
Using These Techniques
The test for a nonferrous material is a sophisticated test and currently is used in some process industries to troubleshoot high-temperature forming or growth problems in complex alloys or industrial crystal. It has potential for use in testing some structural aircraft extrusions.
The test for ferrous tubes is simple and economical, and it may migrate into the tube industry rapidly because it can augment a final ultrasonic test or eddy current inspection. It also has potential for detecting stress corrosion cracking and hydrogen embrittlement.
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
