















Positive ID
Portable technology helps verify alloy weldment chemistry
 |
Using the right filler material is a major factor in successfully joining alloys because it affects a welded joint's quality and integrity. To produce unique characteristics in the finished weld, each filler alloy must be matched to the base alloy and application. When choosing the optimal filler alloy, it's important to consider the base alloys and the desired qualities and performance of the weldment.
Be sure to ask what types of stresses, corrosive influences, and operating temperatures the welded joint will be subjected to and what the welded joint is expected to do. The weld material's critical chemistry ranges can affect the following:
- Ease of welding
- Weld strength
- Ductility
- Optimal dilution
- Service temperature
- Corrosion resistance
- Color match
- Postweld heat treatment
- Relative crack sensitivity
- Reduction of stresses
For example, the shear strength of a fillet weld depends on the composition and suitability of the filler alloy used in the joint.
Once a metallurgical engineer specifies the filler material for an alloy and application, many users depend on the filler material supplier to provide the correct material. Unfortunately, mistakes and mix-ups in filler material marking can and do happen. In some industries the wrong weld material will simply degrade the final product's quality. In other industries — such as petrochemical piping systems and aerospace applications — using the wrong filler material can cause costly or disastrous consequences and may involve large-scale land contamination and loss of property, revenue, and even life.
Portable X-ray fluorescence (XRF) for positive material identification (PMI) can help fabricators verify weld materials and final joints at various stages of the use cycle, including incoming material inspection, in-process verification, and final product inspection.
The Requirement for PMI
In high-risk services, 100 percent material inspection generally is required. Many industries, including petroleum and chemical processing, require PMI documentation from fabricators and suppliers. XRF-based PMI tools allow users to verify welding materials, piping, components, and associated parts before they assemble, install, and perform in-service tests.
Field-portable XRF
Field-portable XRF (FP-XRF) is a nondestructive technique used to confirm that the correct alloy has been used for the intended application. This tool can identify and evaluate alloy grades and filler materials based on elemental composition.
When the user places the FP-XRF tool on an alloy component and initiates a measurement, the alloy composition is analyzed and alloy grade determined as follows.
The trigger is activated, which allows a low-energy beam of X-rays to illuminate the alloy sample surface. Electrons in inner atomic shells of the elements in the alloy are raised temporarily to an excited state. In the process of de-excitation, these atoms emit characteristic fluorescent X-rays, each of which is unique to the element from which it originated. The X-rays' corresponding intensity (number of X-rays produced, or counts per second) is proportional to the concentration of a given element in the tested material. The analyzer determines the element and its percentage concentration by measuring the energy and intensity of the X-rays from a sample.
Typically, a modern XRF analyzer will quantify a suite of elements simultaneously (see Figure 1). Typical testing times for an FP-XRF tool may run from 1 second with high-alloy materials to 30 to 60 seconds for trace elements in carbon steel and light elements in various alloy groups.
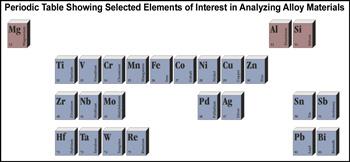 |
| Figure 1 XRF can be used to analyze a range of alloy materials, from carbon and low-alloy steels, chromium-molybdenum steels, and stainless steels to complex nickel-based alloys such as HASTELLOY® and INCONEL® and exotic materials such as titanium, tantalum, and tungsten. An optional accessory allows users to determine elements such as aluminum in titanium alloys; aluminum and silicon in aluminum-silicon bronzes; and aluminum, silicon, and magnesium in aluminum alloys. Some grades of superalloys (nickel-cobalt-based alloys) also contain significant levels of aluminum that now can be determined. |
XRF analysis is completely nondestructive, as little or no sample preparation is required. Modern alloy analyzers for PMI are equipped with a preprogrammed alloy library of the few hundred most common alloy grades. The user can modify or supplement these grades as needed.
Ensuring Weld Integrity With XRF
The overall integrity of the welded joint depends on a number of factors:
- Preparing and verifying the correct base material
- Setting proper parameters for the technique being used
- Using the proper filler alloy
The FP-XRF technique can verify the base material and the filler metal before welding. It can test single welding rods or spools of weld wire and verify a sample of puddled material before welding.
The results of these tests can be stored in the analyzer and downloaded to a Windows®-based PC for reporting and PMI documentation supplied to the customer or client.
Often engineering specifications require specific dilution rates for welded joints. This is especially critical when joining dissimilar materials. For example, a dilution rate of 30 percent would mean that 70 percent of the weld bead's composition is supplied by the filler material and 30 percent is supplied by the base materials. Fifteen percent is contributed by each member.
 |
| Figure 2 Weld bead chemistry should be 60.2 percent nickel (49 percent + 10 percent + 1.2 percent); 13.2 percent chromium (10.5 percent + 2.7 percent); 16.7 percent iron (5.6 percent + 11.1 percent); and 4.8 percent copper. |
Assuming that member A is a CuNi alloy containing 67 percent Ni and 32 percent Cu, and member B is a stainless steel containing 8 percent Ni, 18 percent Cr, and 74 percent Fe, the filler material specified contains 70 percent Ni, 15 percent Cr, and 8 percent Fe. Figure 2 shows how a 30 percent dilution rate would be calculated.
An FP-XRF tool can verify this dilution rate by analyzing the deposited bead's chemistry. In this case, the deposited bead must be isolated so that the base materials are shielded from the instrument's field of view. To do this, a special collimator is attached to the nose of the tool, reducing the size of the measurement window. A longer test time is necessary to ensure sufficient measurement precision because the area of exposure when using the collimation accessory is reduced.
Today's quality-minded and risk-based environment requires positive material identification. Decades of development have gone into making modern portable XRF analyzers for PMI. By analyzing and identifying alloy materials, these tools provide a methodology for ensuring safety and integrity in alloy joining systems.
Tom Anderson is director of marketing and Jim Pasmore is director of international sales for Thermo Electron Corp.'s NITON Analyzers Business Unit, 900 Middlesex Turnpike, Building #8, Billerica, MA 01821, 800-875-1578, fax 978-670-7430, www.niton.com.
About the Authors
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
