















Contributing Writer
 |
All hardness testing methods require a good understanding of the testing process to obtain accurate results. Hardness, while technically not a material property, is used extensively to determine quickly if the material being tested is suitable for its intended use.
If the material is too soft, it may yield as a result of the forces imposed on it; if it is too hard, it may crack because of brittleness. Tubes and pipes require some additional consideration because of their hollow shape. To obtain the best results, you should be aware of any special techniques that can be used to improve the test method.
Because of its low force, high speed, and nondestructive nature, Rockwell hardness testing commonly is used on all sizes of tubing. To perform a Rockwell test successfully, you must consider several factors.
Surface Finish. The surface finish for Rockwell testing must be smooth and uniform to obtain an accurate measurement. If you recognize the fact that one Rockwell point is equal to 0.002 millimeter (0.000080 inch), it is easy to understand why certain aspects of the test are important.
Rockwell results typically are reported to 0.1 Rockwell point (0.000040 in.). An excessively rough test surface or dirt between the anvil and the parts can cause serious errors.
 |
| Figure 1: To achieve successful hardness testing results, consult the chart for the minimum hardness for the sample's wall thickness. |
Minimum Wall Thickness. When tube and pipe are tested, the wall thickness and the support for the test point must be given special consideration. The Rockwell testing method is defined in ASTM Standard E18. The standard defines the minimum wall thicknesses that are required to obtain a good result (see Figure 1).
These minimums work well for flat samples that are supported directly under the test point. However, a tube or pipe sample may not work at all if it is not supported correctly. If a tube or pipe has a large diameter-to-thickness ratio, you may not be able to perform a proper Rockwell test even if the wall thickness falls within the requirements of the table because of permanent deflection around the test point.
Deflection. One way to determine whether deflection is permanent is to observe the area around the indent. You should not be able to observe any permanent deformation as a result of the test other than at the actual indent point. Any visual deformation elsewhere indicates a serious problem.
Because one Rockwell point is only 0.002 mm (0.00008 in.), deflection might have occurred that you cannot see. When in doubt, try running the same test on a cut-up sample that has a proper anvil. If you get the same result, you can be confident that the test is valid. If not, you either have to change to a scale with a lower test force or use an internal arbor to support the part under the test point.
Internal Supports. Internal supports are called gooseneck anvils. They come in different sizes to suit a part's diameter. It is not necessary to have an exact fit, but the closer the better. The problem with standard goosenecks is that they can test only near the end of the part, usually within an inch. To test farther from the tube end, special anvils can be designed and built, but there always will be a practical limit, especially for small-diameter tube.
It also is possible to test on a part's inside diameter using gooseneck indenter extensions. They also are limited to testing near the end of the part. Special internal testers are available, but they are expensive, difficult to use, and have limited application for pipe and tube testing.
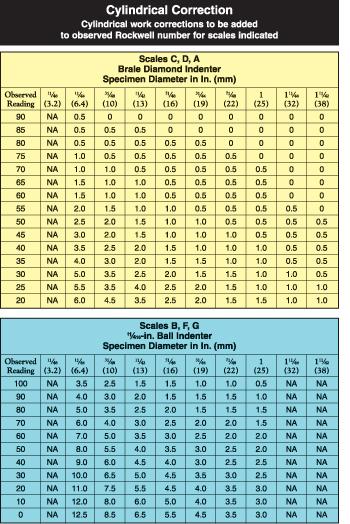 |
| Figure 2: When testing cylindrical parts, corrections sometimes are necessary and vary according to a sample's diameter and hardness. |
Defining Correction Factors. ASTM Standard E18 also has tables for defining correction factors when testing cylindrical shapes (see Figure 2). The corrections vary according to the sample's diameter and hardness and can be as much as six points on the HRC scale and 12.5 points on the HRB scale.
The HRC and HRB scales are the most popular Rockwell scales used. HRC uses a diamond indenter with a 150-KG test force and is used mainly for hardened steels. The HRB scale typically is used for soft materials such as aluminum and brass alloys. It uses a 1/16-in. ball indenter with a 100-KG test force.
Brinell testing normally is used for larger, heavy-walled pipe. Because the Brinell test is not a depth-measuring technique, it is more forgiving. However, excessive deflections that are visible to the naked eye still can yield erroneous results if the stresses inside the material are increased.
When in doubt, test a properly supported cut-up piece to see if the results are the same. If not, you have to reduce the test force or change to another test, such as Rockwell.
Pipes and tubes frequently are round. During hardness testing, the curvature of the test surface can affect the results because the support around the indenter is not the same as a flat sample.
During Brinell testing, curvature normally is not as much of a concern because the added wall thickness usually guarantees a large enough diameter to get a good result. You should, however, be suspicious of any indent that is not round, indicating a lack of support for the indenter.
Hardness testing of pipes and tubes requires some special considerations beyond those normally associated with the particular test method being used.
The parts' hollow shape and roundness create a greater need to understand the causes of errors than when testing flat parts. If you take problem areas into consideration, you can be relatively confident that the hardness values you obtain are accurate.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





