















Gabriel Rijar
Figure 1: Electromagnetic force is one cause of arc deflection.
Incomplete fusion is a planar weld discontinuity in which fusion does not occur between the weld metal and base metal or between adjoining weld beads. It can occur as incomplete side fusion, incomplete interbead fusion, or incomplete fusion at the weld root. Discontinuities can take various sizes and shapes.
Incomplete fusion is produced during welding and typically goes unnoticed by a welder or operator. After welding, it is nearly impossible to detect by visual inspection or other nondestructive testing methods. It most often is detected in bend testing of a welded joint, because a fracture will occur even under relatively low loads. The fracture usually runs along the weld interface or individual beads, which positively indicates incomplete fusion.
The main cause of incomplete fusion is insufficient energy input at the weld area. Consequently, the base metal in the weld groove or the previously made beads are not heated to the melting temperature, which is required for the base metal to mix with the filler material and make a uniform weld. The incomplete fusion is not due to the filler material used but to an improper weld preparation, unsuitable welding technology (including welding parameters), and weak performance of the qualified procedure.
Other factors besides insufficient energy can cause incomplete fusion between the weld metal and fusion faces and the bead.Arc Blow. Arc blow is a lengthening or deflection of the welding arc. The most frequent causes are electromagnetic forces and mechanical forces (such as wind or gas). Figure 1 shows the principle of electromagnetic force deflecting the arc. In all three cases, an asymmetrically distributed magnetic field around the arc combines with the electric field to produce the electromagnetic force. Thus, the arc deflects from the zone with dense magnetic lines of force to the zone with scarce magnetic lines of force.
Figure 2 shows arc blow producing incomplete fusion. Here the arc is attracted by the electromagnetic force against a fusion face, which consequently is heated and melted, whereas the groove, into which fall molten droplets that have detached from the wire, remains cold and unmelted.
Improper Gun Position. A frequent cause of incomplete fusion is improper gun position. It mostly occurs in shielded metal arc welding (SMAW) with a covered electrode and in semiautomatic gas metal arc welding (GMAW). When welding in the flat position, a welder usually holds the gun at too small an angle to the workpiece in order to gain a better view of the weld area.
Figure 3 shows an improper gun position producing incomplete fusion. In this case, the arc will melt the upper part of the fusion face, but the weld root will not melt. The molten drops fall into the groove, but they do not mix with the base metal. Consequently, the fusion is incomplete.
Uncontrolled Flight of the Weld Pool. In arc welding processes using a filler material, the weld pool typically flees in the direction of weld progression or any other direction. If the weld pool runs ahead of the arc, heating of the groove is prevented. Consequently, incomplete fusion occurs between the base metal and the weld pool. The weld pool flowing to the right and left of the unmolten weld groove also causes problems.
Figure 4 shows a case in which the weld pool runs ahead of the arc. The arc burns between the electrode and the weld pool and heats the latter, but the base metal is not heated enough to melt.
This weld pool problem occurs frequently in high-performance arc welding processes if welding is out-of-position in a wide root opening. According to some data, experienced welders still can control the weld pool in flat-position welding with a melting rate of up to 10 kilograms per hour. Such a large weld pool, however, is obtained only in high-performance welding processes.
Figure 3: Improper welding gun position can cause incomplete fusion at the weld root: Figure 4: When the weld pool “flees” ahead of the arc, incomplete side fusion can occur.
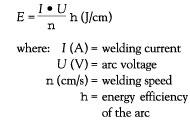
Welding With Insufficient Energy Input to the Workpiece. The parameters used in arc welding have different effects on the final weld shape and size. The welding current affects mostly joint penetration and, to a lesser degree, weld width. The welding speed, however, affects weld depth and weld width. Three parameters are included in the following equation that describes energy input to the workpiece:
The equation indicates that these welding parameters exert a linear influence on the energy input. In practice, however, this is not quite so. For example, an increase in the arc voltage results in a longer arc and, considering the equation, a higher linear increase in energy input. Consequently, energy losses to the environment increase, which is not included in the equation.
On the contrary, welding with a longer wire extension produces a comparatively small voltage decrease in spite of a high energy input to the wire extension, which also is not included in the equation. In this case, energy is consumed to a greater degree in wire extension heating and to a lesser degree in melting of the base metal by the arc, resulting in incomplete fusion.
Improper Joint Preparation. Improper joint preparation of two workpieces is not the primary cause of incomplete fusion, but it creates conditions that foster it. The most frequent mistakes made in joint preparation are a too-small bevel angle, an improper penetration depth-to-width ratio, misalignment of the joint members, and insufficiently cleaned surface.
Figure 5 shows a bevel angle that is too small and misaligned joint members. In both cases, there is a risk that an almost-vertical bevel will not melt during welding but will be covered by the weld pool—mainly consisting of the filler material—which will result in incomplete fusion and incomplete penetration.
As already mentioned, incomplete fusion most frequently is detected during bend testing of the welded joint. The Introductory Photo shows a fracture from incomplete fusion in a bend test of a single-V-groove weld. It is difficult to determine why incomplete fusion occurred in this case. There may be several causes, such as improper welding gun position, uncontrolled weld pool motion, or low energy input to the workpiece. The most probable cause seems to be that the welder could not control the large weld pool, consisting mainly of the filler material, which fled ahead of the arc in the welding direction.
The presence or absence of oxide inclusions in incomplete fusion sometimes is called collage noir or collage blanc, respectively. Collage noir shows oxides and impurities between the base metal and the filler material or between the beads. This indicates that the joint preparation was improper, so impurities and oxides could not melt and escape to the surface of the weld pool.
Collage blanc, or incomplete fusion without impurities, indicates that two clean materials were not joined together because of lack of energy input to the base metal and a previous bead. The impurities and oxides might have been removed from the surface before welding, or they might have been melted by the arc or the weld pool. In any case, the energy input was too low to melt the base metal surface and the surface of the previous bead.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}