















Automated deburring basics
Flat-part deburring can be a simple process, if integrated properly

Figure 1: Automated deburring can help make a shop’s primary cutting operation more consistent, eliminating burrs and slag and creating a smooth radius edge.
This article has been adapted from “Automated Deburring,” presented by Gregory Larson, president of Timesavers Inc., and Erik Vanstrum, technical service manager at 3M Abrasive Systems, at FABTECH®, Nov. 14-17, Chicago, ©2011 by the Fabricators & Manufacturers Association and Society of Manufacturing Engineers.
A plasma cutting machine operator unloads cut parts, reloads a sheet, and activates the machine. As the machine cuts, he manually grinds the burrs and slag off all the part edges. When the plasma machine finishes cutting, the operator completes his grinding. A material handler retrieves the ground parts and carries them to downstream operations. Then the machine operator again unloads the next nest of cut parts, loads another plate onto the table, initiates the cutting program, and starts hand grinding again.
For a low-volume shop, this sounds like a perfectly balanced operation, right?
Problems arise, however, with the inherent variability of the metal fabrication job shop. No matter how talented operators may be, certain part geometries may take longer to deburr than others. When appearance (finish) is important, variables such as different grinding workers as well as operator fatigue can lead to inconsistent part finishes. Such variability opens the door for bottlenecks, and no fabricator wants a bottleneck at the primary sheet or plate cutting operation.
This is why automating flat-part deburring often makes sense. One deburring machine may be able to handle parts from more than one cutting center, and one operator may be able to handle multiple cutting machines. An automated flat-part deburring and graining machine may help reduce variability and build that extra capacity in the cutting area so that flat parts can be cut, deburred, and sent immediately to downstream processes (see Figure 1).
Integrating the right system requires a comprehensive look at application requirements, including part sizes and profiles, material grades, thicknesses, and required finishes. But once a shop has examined all of the variables of automated deburring, it can reap the benefits and, perhaps most important, make the primary cutting operation much more consistent.
Deburring Basics
It might seem like flat deburring is as simple as putting a part into a single-head machine and watching it emerge burr-free, but there often is more to it than just that. Consider edge burrs sticking up on leading and trailing plate edges. On a single-head machine, the wide-belt abrasive cuts the burr off but sometimes leaves a portion of that burr lying flat on the leading edge; this is what’s known as a secondary burr, which extends horizontally off the part. That may or may not be acceptable for the job. Regardless, that sharp secondary burr can cut into the hands of material handlers, press brake operators, and others.
In this situation, a multihead machine may work better. After the initial abrasive belt (rotating with the material feed) cuts the burrs off, a barrel brush rotating in the opposite direction softens the leading-edge burr (see Figure 2). This produces a burr-free part that’s safe to handle.
A flat-part deburring machine can have one or more heads that hold various abrasive tools. The most common are a wide-belt abrasive that rotates around a drum; a cylindrical barrel brush positioned horizontally across the machine width; and discs that rotate over the material surface. Each belt and brush combination can be configured for the application and can include several custom abrasive media (see Figure 3).
The drum that holds the wide-belt abrasive has a specific hardness rating, as do barrel brushes and other finishing media. Application requirements—including material type, thickness, and desired finish—dictate the hardness of the wide-belt-abrasive drum as well as the brushes. Some of the softest contact drums are 30 durometer (a little harder than a bicycle gel seat). Generally, the softer the durometer rating of the heads, the more of a radius is put on a part edge.
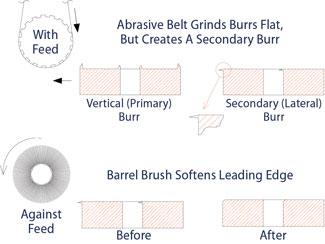
Figure 2: A machine may require multiple heads to eliminate all burrs. In this case, a wide-belt abrasive cuts the burrs but also leaves a secondary, lateral burr. To eliminate this, a barrel brush removes the secondary burr and softens the plate’s leading edge.
Abrasive media, feed speed, motor horsepower, and drum hardness determine the amount of stock that can be removed in one pass. A hard, wide-belt-abrasive drum with an aggressive abrasive and high horsepower may remove 0.001 inch of material or more, while a rotary brush may not remove a significant amount, except at that radius on the part edges.
Grit size also plays a role, especially in achieving a specific grain finish (see Figure 4). Generally, coarse grains remove more material. On a four-head machine, the first belt might be 60 grit; the second would be 100 grit; the third would be 150 grit; and the finishing belt would be 180 grit. That 150-grit belt may be able to put a No. 3 finish on the part, while that 180-grit belt may put a No. 4 finish. (Unfortunately, when it comes to finishes, no manufacturing-wide standard exists. A No. 3 finish for one automotive customer may be different from a No. 3 finish in the appliance industry.)
Used in combination, multiple heads and brushes—running with and against the material feed—can eliminate most if not all edge burrs on flat part profiles. If laser-cut parts have tiny edge burrs in slots only 1/16 in. wide, chances are some combination of abrasive media will eliminate them. If a part has burrs on the top and bottom edges, passing it through the machine twice should eliminate them (though some specialized, high-volume machines do have abrasive media above and below the workpiece, effectively eliminating all burrs in one pass).
Workholding Considerations
How the machine holds the workpieces in place factors into the equation when choosing which abrasive belts and brushes to use. For instance, if small parts are conveyed on a conventional conveyor belt, abrasive heads may cause parts to slip, resulting in inadequate deburring or finishing action. The abrasive head may even pick up or throw the slipped part, potentially damaging the machine.
In many situations, the part length must be at least equal to the distance between the pinch rolls, so there is always at least one pinch roll holding the part against the conveyor belt. Part thickness plays a role here too. A part’s length or width should be large enough in relation to its thickness to prevent the part from tipping during the grinding process.
For parts shorter than the distance between the pinch rolls, there are some options. For deburring extremely small parts, processing a group tabbed into place in a skeleton can work well. Of course, breaking the tabs to remove the parts may leave small burrs or marks, which may require further manual grinding if they are severe enough. In some cases, fixtures can hold parts in place during deburring, though such fixtures must be designed for each part or part family.
A vacuum bed is another option. This is a conveyor belt with small holes and a blower. The blower draws air through the holes and the machine bed, creating enough vacuum pressure to keep small parts stationary during grinding. If a small part can be held with a magnet, some machines also may be fitted with a magnetic chuck. As another workholding alternative, a deburring system with a sticky conveyor belt may be able to hold small parts in place throughout the process. As always, the workholding method depends on the application.
Wet or Dry Deburring
Deburring machines come in wet and dry varieties. Dry machines may be less expensive, but they do require some kind of dust collector—either dry (basically a big vacuum cleaner) or wet (which forces all grinding debris into a wet tank to cool and capture the debris, reducing the risk of fire or explosion).
Dry machines work well for grinding certain parts of similar material—all carbon steel, for instance. But wet deburring machines are an absolute must when grinding different metals, such as aluminum, which can produce combustible dust. If combustible dust is left in a dry dust collection system when steel is run, the sparks created from the steel can ignite the remaining dust, causing a fire or explosion. A wet system, on the other hand, creates no metal dust and so usually does not present such hazards.
Wet machines typically have ancillary equipment, such as a filter and a drying unit. The filter separates the grinding debris from the coolant and recirculates the coolant to spray where the grinding is taking place. The drying unit can include squeegee rolls that push the coolant off of a deburred and grained part, as well as a blower that removes the remaining liquid.

Figure 3: Various abrasive media may be integrated into an automated deburring system. Most have at least one wide-belt abrasive that rotates on a drum, and many have additional barrel brushes that span the width of the work area, as shown in the configuration at the top. Several specialty abrasive heads, including rotating brushes (center) and discs (bottom) also are available. The abrasive choice depends on application requirements.
In most applications, wet deburring machines can prolong the life of abrasive media. With the right coolant, abrasive media can last even longer. Using water-soluble coolants—usually 95 percent water mixed with 5 percent coolant chemical—may almost double abrasive life versus using water alone.
Neither wet nor dry machines are maintenance-free, of course. For dry systems, technicians periodically must vacuum internal components to remove leftover metal fines. With a wet machine, an operator can use the hose attached to the coolant pump to wash internal components. On all systems, operators must grease bearings periodically. They also need to adjust certain elements, such as the tension on pinch rolls, which must hold the material properly against the conveyor belt.
Simple Operation, Complex Decision
When integrated properly, automated deburring can be an uneventful process. Often the only setup required is changing the bed opening (for different part thicknesses), and this can be done in a matter of seconds. Sometimes the setup requires changing an abrasive belt for a different finish, and this usually can be accomplished in less than three minutes. Occasionally an operator may need to change out a barrel brush, but this typically takes less than an hour.
In most cases, however, cut parts simply undergo deburring and then flow consistently to downstream processes. With the right type of machine and abrasives, automated deburring may seem almost invisible. It just works, with little fuss.
Some upfront work required to determine the proper configuration includes weighing all the factors—wet versus dry; number of heads; abrasive media type; part feed and abrasive rotation speed; the parts themselves, including size, material grade, and thickness; and the grain finish desired. At best, automated deburring makes a relatively inconsistent manual process much more predictable and reliable. Often this initially requires trials using several different options. Once that configuration is defined, however, operating an automated grinding machine is simple and cost-effective. For a fabricator’s primary cutting operation, this can be a very good thing.

Figure 4: Different grit sizes produce different grain finishes.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




