















Carbide in tool and die
Finding the right combination of properties for the application

With numerous possible combinations of metal binder content and grain size, carbides are used in a range of applications.
The word carbide generally describes a group of materials characterized by high hardness and metallic properties. The first carbides, developed in 1921, were extremely simple and applied mainly in turning. A metallic gloss and relatively good electrical and thermal conductivity distinguish these materials decisively from the nonmetallic hard materials that were used as abrasive materials long before the introduction of carbides.
Carbide is a two-phase powder-metallurgical (PM) material consisting of a hard material phase and a binder metal phase. The hard material provides the necessary wear resistance, and the binder metal guarantees appropriate toughness. With their numerous possible combinations of metal binder content and grain size, carbides are used in many applications (seeimage at top).
The carbides most commonly used in the tool and die industry are made of tungsten carbide (hard material) and cobalt (binder metal).
Properties and Composition
To select the appropriate grade for a tool and die application, it is important to have detailed knowledge of carbide and how its properties can be influenced. There are two main possibilities:
- The average grain size
- The metal binder content
As the average grain size gets smaller, the carbide becomes harder, more wear-resistant, and more brittle. As the average grain size gets coarser, the material becomes softer and tougher.
Higher binder content makes the grade softer and tougher, while lower binder content makes it harder, more wear-resistant, and brittle (see Figure 1).
Another way to influence the properties is with other alloy components such as chromium carbide (CrC), vanadium carbide (VC), titanium carbide (TiC), and tantalum carbide (TaC), also called g-phases. These alloy components are used in minimum quantities, also called doping, and enhance properties like corrosion resistance, toughness, and strength at high temperatures, or they can act as grain growth inhibitors during sintering.
Because of brittleness and hardness, the material's homogeneity is extremely important in terms of transverse fracture strength of the material and homogeneous wear (seeFigure 2).
Several other properties are essential for carbide when it is used for tool and die:
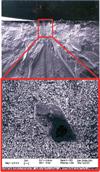
- Corrosion resistance—Because of carbide's heterogeneous structure, corrosion causes the metal binder to be removed (seeFigure 3). This can occur during machining (wire erosion in dielectric, grinding with emulsion), but also during the application of corrosive lubricants.
- Edge stability—A carbide grade with high hardness may have insufficient fracture toughness, so that the high dynamic stress on the cutting edges causes edge chipping. When a carbide grade with insufficient hardness showing a similar picture of failure is applied, cutting edge deformations caused by wear may occur. Nonhomogeneous carbide structures also can lead to local chipping or uneven wear even in a suitable carbide grade.
- Tendency to adhesion—The tendency of the cutting material to stick depends on the material to be cut, surface quality of the tool, cutting clearance and tool geometry, and the lubricant applied.
Results of Carbide Grade Tests
Several grades were compared in a 0.065-inch-thick stainless steel blanking operation using a wire electrical discharge machining (EDM) punch.
Figure 1Click image to view larger Average grain size and cobalt content have an effect on several carbide characteristics.
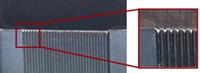
The first gradeselected was a 15 percent submicron. This showedpullback chipping after 500 hits (see Figure 4). A thorough analysis showed that insufficient surface quality as well as corrosion caused galling along the cutting edge. The punch chipped off during pullback and was destroyed.
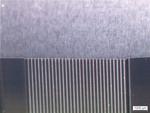
The second grade was a 15 percent coarse grain. This material showed excessive wear after 5,000 hits (seeFigure 5).
The third grade was a corrosion-resistant, 12 percent medium grain. With its corrosion resistance and surface quality, the stamping die lifetime was 50,000 hits. With lubrication improvements, it lasted for 80,000 hits (see Figure 6).
The 15 percent submicron and 12 percent medium grain were similar in hardness, but the 12 percent grade was made of high-quality, virgin material with the correct grain size, cobalt content, and improved surface quality because of its corrosion resistance.
The material grade needs to withstand not only shock but also accommodate all of the requirements of the application. For example, surface finish, which is critical to tool life, can be improved if the grade resists cobalt depletion. Reducing cobalt content reduces the chance for galling, which contributes to pullback chipping. Finally, virgin carbide can withstand high shock levels while maintaining high hardness.
Understanding Mode of Wear
While all tools eventually wear out, understanding the reason for that happening is the most important factor in determining how to improve tool life. While this sounds logical, it can be very difficult to put into practice.
Forensic analysis on a failed tool can show where the process failed. For example, a chip on top of the punch rather than down the side can indicate poor surface finish, galling, or too much die clearance. A chip down the side of the punch can indicate too little die clearance, insufficient shock resistance, or an impact chip. In some cases, cutting the punch and looking at the microstructure and surface finish can determine if there were any flaws in the substrate or in the finishing process.
Most stampers don't have access to powerful microscopes or have the metallurgical experience to determine the exact cause of wear. Therefore, the solution usually is to change the die clearance, redesign the die, or change to a tougher carbide. However, while increasing toughness can solve chipping problems in the short term, it can reduce the potential for long tool life down the road.
Being complacent about tool life canmark the beginning of the end for any tool shop. Spending endless shop hours trying to find a longer-lasting tool also can destroy the shop's bottom line.It's easy to say "I'm profitable today,so I'm satisfied,"but improving tool life is no longer just a good idea; it is a necessity to survive.
Seeking advice from a carbide specialist in stamping can greatly reduce the labor-hours spent on analysis. Solutions in one application often can be used to solve problems in others.
Many new carbide grades are being developed. Properties and characteristics are available today that did not exist several years ago, and many grades that performed properly in the past have been improved. Taking the time to ensure the tooling is performing optimally can reveal solutions that improve results.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}
{kind=link}
{kind=link}
{kind=link}