















Contributing Writer
Many pressworking applications require that punch and die components withstand severe loading conditions and long production runs. Under these circumstances, conventional tool steel grades such as American Iron and Steel Institute (AISI) A2, S7, or D2 may not provide the necessary compressive strength or wear resistance.
If a higher compressive strength level is required, some toolmakers may opt to use a high-speed steel such as AISI M2. There is a trade-off, however—in many situations, the tool life of these conventional materials is relatively short.
When faced with this dilemma, toolmakers may turn to cemented carbides as an alternative because this tooling material is inherently very hard and possesses a high compressive strength level. However, cemented carbide tooling has a poor resistance to bending and impact loading and is not considered to be as shock-resistant as tool steel.
Powder metallurgical (P/M) tool steels were developed as an alternative for these types of applications. These tooling materials may be engineered to combat specific failures such as cracking, deformation, or premature wear.
Tool steels manufactured with the P/M process have uniform properties in all directions, a characteristic known as isotropic behavior. Other properties include:
1. High levels of wear resistance.
2. Resistance to chipping and cracking.
3. High compressive strength.
4. Predictable and repeatable dimensional changes during heat treatment.
5. Excellent grindability.
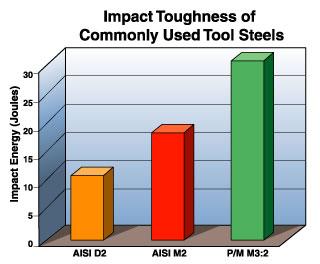 |
| Figure 1 |
To improve the wear resistance of a tool steel, it is necessary to add relatively high percentages of alloying elements such as chromium, molybdenum, vanadium, and tungsten. In addition, the tool steel must possess a high carbon level.
The reaction between the carbon and the alloying elements leads to carbide formation. Alloy carbides are hard, wear-resistant particles that are formed within the bulk, or matrix, of the steel. As the percentage of carbide particles increases, the abrasive wear resistance of the steel also increases.
Adding high percentages of alloying elements to conventionally produced tool steels tends to decrease their toughness significantly. In general, as the percentage of alloying elements increases, the more brittle and susceptible to chipping and cracking conventional tool steels become.
An indication of a steel's resistance to cracking or chipping is its impact strength, which is determined by measuring the amount of energy that is absorbed when a steel sample is fractured. A relative comparison of the unnotched impact toughness of some commonly used tool steels is shown in Figure 1. Because of the P/M tool steel's higher impact toughness, it is more likely to resist failure during service.
To appreciate the P/M process, an understanding of the fundamentals of how conventional tool steel alloys are produced may be helpful. Tool steels are manufactured by melting a starting material in an electric arc furnace (EAF). Typically, these furnaces can melt as much as 50 tons of steel per heat.
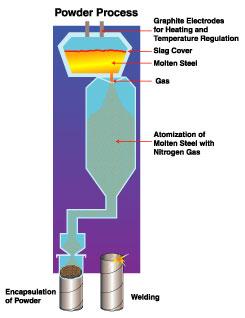 |
| Figure 2: The steps in a typical P/M manufacturing process are illustrated in this drawing. |
The molten steel is then transferred to a refining vessel, where the composition of the steel is adjusted to produce the final chemistry. Several additional steps, such as slag treatments and degassing procedures to remove undesirable elements that may be present, are often involved.
Following refining, the molten steel is poured into large molds, where the steel solidifies into a simple form called an ingot. These ingots take several hours to solidify completely. This relatively long time period leads to significant amounts of chemical segregation, which means that the chemical composition varies throughout the ingot's cross section. These differences become more pronounced as the alloy content of the steel increases.
Another form of segregation is also a problem. As mentioned earlier, the alloying elements and carbon react to form carbides in the steel. The carbides are not distributed evenly throughout the cross section of the ingot but are instead concentrated in certain areas. These segregated regions are commonly referred to as carbide networks.
To some extent, thermal treatments and mechanical working such as forging and rolling remove the pattern of chemical segregation. However, the former carbide networks tend to align themselves parallel to the primary hot-working direction. Carbide particles are inherently very hard and brittle, and when they form long stringers, they act as stress risers within the steel. These regions are more susceptible to crack formation, which decreases the overall toughness properties of the steel.
 |
| Figure 3: The microstructures of a conventional (A) and a P/M (B) tool steel are shown here. Carbide particles (white areas) are more uniformly distributed in the P/M tool steel because of the rapid solidification that is characteristic of the process. |
The P/M process begins with the creation of very fine grains of powder that are formed through a process referred to as atomization. The starting material is melted in a manner similar to that for conventional tool steels. However, the molten steel is not poured from the ladle into an ingot mold. Instead, when the ladle is tapped, the stream of liquid steel is allowed to flow through a series of nozzles that emit high-pressure nitrogen gas. As nitrogen gas strikes the column of molten steel, the steel is dispersed into tiny particles that solidify instantly.
Each formed particle is essentially a tiny ingot. Because the powder solidifies in only a fraction of a second, segregation problems are prevented. Therefore, the chemical composition of the powder is consistent from particle to particle, and the alloy carbides that form are small, spherical, and evenly distributed.
The powder is not handled in open air, but is poured directly into steel containers in a protected atmosphere. The container is then evacuated, and the top is welded shut.
The sealed containers are processed in an operation referred to as hot isostatic pressing (HIP). During this operation, the container is subjected to an equal amount of pressure from all directions at an elevated temperature. The combination of high temperature and pressure leads to a complete bonding of the powder, resulting in a fully dense piece of steel that can then be forged or rolled to the required dimensions. A schematic representation of a typical process is shown in Figure 2.
The rapid solidification that occurs in the P/M process produces highly alloyed tool steels that are free of both chemical and carbide segregation. To understand the different results produced by the P/M process, comparing the microstructure of a conventional tool steel to that of a P/M tool steel may be helpful (see Figure 3).
The blocky carbide stringers in the conventional steel are inherent stress risers that can make the steel more susceptible to chipping and cracking. The uniform, spherical carbide particles in the P/M tool steels provide abrasive wear resistance without degrading the steel's toughness.
The P/M process allows for highly alloyed tool steels to be manufactured. Spherically shaped, uniformly dispersed carbide particles are typical of P/M steels, and it is this characteristic that creates toughness and wear resistance for stamping and forming applications.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





