















Doblando tubos no redondos
Consideraciones para tubos cuadrados, rectangulares y ovalados

Aunque la redonda es la forma más común de tubo, abundan las oportunidades de tubos no redondos. Los tubos cuadrados y rectangulares, los cuales tienen más resistencia comparados con el tubo redondo, se usan comúnmente en aplicaciones arquitectónicas y estructurales. Los chasises automotrices y muebles también son buenos candidatos para las ventajas de resistencia al peso de los tubos no redondos.
Mientras que lo más común para los tubos no redondos es usarlos cuando el diseño es secundario en cuanto a la resistencia, es posible una excelente estética. Es necesario un firme conocimiento de los principios básicos de formado de tubos no redondos para lograr un balance entre resistencia e impacto visual. Por ejemplo, en muebles, sustituir tubos ovalados por redondos o cuadrados puede dar la mejor combinación de resistencia y apariencia.
Las variables y procesos de fabricación asociados con doblar secciones tubulares generalmente hacen a los componentes no redondos más caros que los redondos. Por lo tanto, es crítico planear adecuadamente el desarrollo de un proceso rentable.
Formas no redondas
Las formas no redondas más comunes, y el punto central de este artículo, son cuadrado, rectángular y ovalado. Los dos tipos de ovalado son elípticos (un verdadero óvalo) y de lados planos. Dos designaciones de doblez para estas formas son plano E, o forma fácil, y plano H, forma difícil (vea la Figura 1). Estos términos son universales. Debe notarse que el radio de doblez de un tubo no redondo generalmente se establece como un radio interior (ISR), mientras que en un tubo redondo el radio de doblez usualmente se establece como un radio de línea central (CLR). Asegúrese de verificar detenidamente los caracteres que indican los radios de doblez en ensambles de tubo no redondo.
Estas secciones transversales pueden doblarse usando los mismos métodos que se usan en tubos redondos.
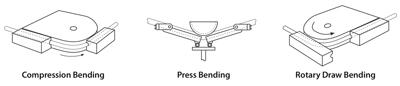
El diseño de la parte, la apariencia deseada del acabado, y los ritmos de producción objetivo determinan el método óptimo de doblado, cada uno de los cuales tiene ventajas y limitaciones. Los métodos más comunes son doblado con prensa, doblado por compresión, doblado con rodillos, y doblado por estirado rotatorio (vea la Figura 2).
Doblado con prensa. Ésta es una buena opción para aplicaciones en las cuales el volumen de producción es más importante que la apariencia. Este método generalmente no se usa con soporte interno para el tubo.
Doblado por comprensión. Como el doblado con prensa, este método favorece la velocidad sobre la apariencia. Sin embargo, comparado con el doblado con prensa, es más lento y, cuando se equipa con el herramental adecuado, puede producir partes con una mejor apariencia. Este método no usa con frecuencia un soporte interno para el tubo, excepto en el caso de equipo especial de alta velocidad hecho a la medida, que puede producir simultáneamente dos dobleces en el tubo.
Doblado con rodillos. Este proceso es bueno para formado de radios grandes de todas las secciones transversales anotadas. Incluso puede formar espirales y parábolas.
Doblado por jaladovrotatorio. Ésta es la plataforma de doblado más versátil. Brinda muchas posibilidades para diseño de dados e implementación para todas las formas anotadas.
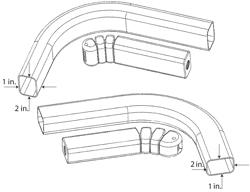
Figura 1 En un doblez en al plano E (arriba), el plano de doblez es paralelo al lado corto del rectángulo. En un doblez en el plano H, el plano de doblez es paralelo al lado largo del rectángulo (abajo).
Este tipo de dobladora puede usarse con o sin un mandril de soporte interno; con o sin un dado deslizante para evitar arrugas en la pared interna en un doblez cerrado; y con más de un juego de dados, lo cual es especialmente práctico para doblar partes con dos o más radios de doblez o una longitud corta y recta de tubo entre dos dobleces.
Algunas máquinas rotatorias incorporan dos métodos de formado. Por ejemplo, algunas pueden hacer tanto doblado por empuje como doblado rotatorio con una sola configuración de herramental. Esto es útil cuando una sola parte tiene dos dobleces con radios mucho muy diferentes. Esto evita la necesidad de una segunda operación (y una segunda máquina).
Herramental para tubos no redondos
Los tubos redondos tienden a autosoportarse durante el proceso de doblado. Un tubo no redondo no se autosoporta; tiene más probabilidad de aplanarse o torcerse en el área de doblado que un tubo redondo (vea la Figura 3). Las paredes que son paralelas al plano de doblez (en la Figura 3, éstas son las paredes de arriba y de abajo) brindan más resistencia a la fuerza de doblado que las paredes laterales. Para evitar torcedura o aplanamiento, el tubo necesita soporte interno y externo.
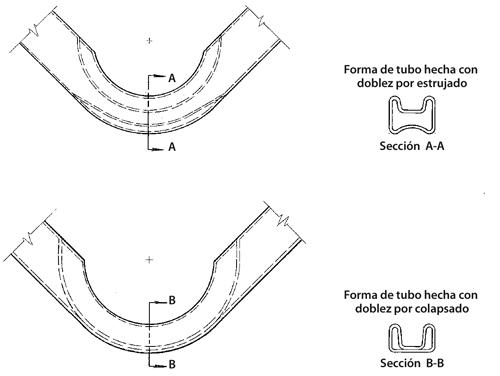
Estilo estrujado. En este estilo de herramental, el dado de doblez tiene una proyección en la ranura del tubo. La proyección mueve la pared interior del tubo una distancia equivalente a la mitad a través de su sección transversal (vea la Figura 4). Esto evita que el tubo se tuerza en el doblez forzando al tubo a autosoportarse. No usa mandril.
Estilo de una sola hoja. Este diseño logra el mismo objetivo que el método actuado, pero no usa un cilindro para proveer la presión hacia abajo. El dado de doblez es maquinado a partir de varias placas que se atornillan entre sí. La ranura del tubo en el dado de doblez que mantiene al tubo cautivo es maquinada de forma que la abertura sea mayor que el tubo. El dado de sujeción y el dado de presión tienen una placa templada, u hoja, atornillada. Cuando se cierran, la hoja llena el espacio entre la ranura del tubo en el dado y el tubo. El llenar este hueco provee presión hacia abajo durante el ciclo de doblez y libera al tubo para su remoción cuando se abren.
Este método tiene ventajas—el diseño es sencillo, no requiere hidráulica extra, y es rápido—pero también tiene limitaciones. La hoja desarrolla fuerza mínima hacia abajo, y conforme se desgasta la herramienta la fuerza disminuye. Si las dimensiones exteriores de los tubos son menores que lo especificado, la hoja no puede ejercer presión alguna, y es probable que el operador tenga dificultad en sujetar el tubo suficientemente fuerte para evitar deslizamiento durante el ciclo de doblez.
En algunos casos, el espacio está arriba del tubo; la gravedad mantiene al tubo en su posición aun cuando los dados estén abiertos, y evita que el tubo sea atrapado en los dados de sujeción cuando se cierran. En otros casos, el espacio está debajo del tubo. En esta situación, es necesario un carro de indexación (portapieza) para soportar el tubo y mantener este espacio. De lo contrario, la gravedad hace que el tubo se asiente demasiado abajo en el dado de doblez, dejando poco o ningún espacio debajo de él; el resultado es que el tubo tiende a quedarse atrapado en los dados de sujeción cuando estos se cierran.
Estilo hoja de calza. La función es la misma que la del estilo de una sola hoja, excepto que el dado de doblez del estilo hoja de calza tiene un ángulo ya sea en la pared lateral superior o inferior de la ranura del tubo (vea la Figura 5). Los dados de sujeción y de presión tienen un ángulo correspondiente. Cuando los dados se cierran, los ángulos fuerzan a los dados de sujeción y de presión a apretar el tubo. El soltarlo libera la presión facilitando la remoción del tubo del herramental.
La abrazadera de liberación tiene una hoja atornillada a la parte inferior de los dados de sujeción y de presión.El diseñador de herramental tiene que salvar algunos obstáculos sustanciales antes de que este tipo de herramental pueda funcionar adecuadamente. Todas las dobladoras tienen un entorno dentro del cual el herramental tiene que funcionar. Éste está definido y limitado por la capacidad de la dobladora. Los parámetros críticos incluyen el tamaño del tubo, el radio de línea central mínimo y máximo, la altura de la línea central que recorre el herramental, y el estilo de abrazadera (directa o de liberación). Una máquina que tiene capacidad de dados apilados multiplica exponencialmente estas variables. El obtener el ancho (alcance) de los dados de sujeción y de presión así como los ángulos de calza correctos puede ser una tarea desalentadora. Una máquina que tiene varias pilas de dados y que tampoco provee ninguna capacidad de ajuste fino para posiciones independientes de dados de sujeción y de presión no deja margen de error en el diseño y uso de este tipo de herramental.
¿Está usted listo?
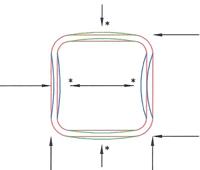
Figura 3
El doblado exitoso se reduce a la contención correcta del material junto con la reducción adecuada del arrastre, y la capacidad de implementarlos correctamente. Las variables incluyen:
- Material. Es crítico conocer cada característica de los tubos: forma, tamaño, espesor de la pared, tolerancias, aleación, límite de elasticidad, resistencia a la tensión, ductilidad, y otros más. También es necesario evaluar la capacidad del material de formarse al radio de doblez.
- Manufacturabilidad. Todo el trabajo invertido en el diseño es un desperdicio si el ingeniero ignoró la factibilidad de manufacturarlo. Tenga cuidado en comprometerse con una parte que no puede manufacturarse de manera rentable.
- Dobladora. El tipo, el herramental, la condición y la capacidad (tamaño del tubo y ritmo de producción) están entre las consideraciones más importantes
- Herramental. Revise con detenimiento su diseño y construcción. Haga arreglos para la reparación o el reemplazo. Sería una buena idea tener un juego de repuesto.
- Personal. ¿Qué tanta pericia (aptitud mecánica, capacitación, experiencia, y la capacidad de juntar todo esto) tiene cada operador? Puede cada uno de ellos articular problemas exitosamente para resolverlos rápidamente? ¿Qué hay acerca del equipo de trabajo? ¿Los operadores están deseosos de compartir soluciones? ¿Estos rasgos son consistentes entre todos los turnos? Si no, las partes pueden no ser consistentes de turno en turno.
- Producción. Calcule el ritmo de producción esperado y compare con las expectativas del cliente. Ponga atención al nivel de supervisión que su personal puede proporcionar a los operadores. Elabore un plan de respaldo para manejar contingencias para que pueda mantener el calendario de entrega requerido a pesar de las interrupciones.
Aun cuando las variables sean demasiado numerosas para contarse, es importante permanecer concentrado para que no aplasten al proyecto. La meta es producir las partes a un ritmo que logre el margen de ganancia objetivo. Con eso en mente, una buena estrategia para lidiar con muchas variables es una sencilla: eliminar las variables que puedan eliminarse y luego manipular el resto.
La mejor forma de reducir el número y la severidad de las variables es diseñarlas fuera del producto lo antes posible en el proceso, preferentemente cuando el proyecto aún está en la etapa de desarrollo. El establecer este tipo de asociación con el cliente en un punto temprano del proceso, sería ideal. Si esto es posible, sería bueno tratar de expandir esta asociación para incluir fuentes confiables para la maquinaria, el material y el herramental, estableciendo así un cierto nivel de control sobre todo el proyecto.
About the Author
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
La máquina procesadora de placas crea biseles complejos en un solo corte
