















Evitando los problemas comunes de doblado con el sentido común
Haga corresponder el diseño de las herramientas con la aplicación de doblado

Mientras nos esforzamos por alcanzar la simplicidad al resolver los problemas de manufactura, nos vemos cautivados y embelezados con el destello y brillo de los artilugios más nuevos. Ya sea por un ingenioso mercadeo o por nuestro deseo innato de tener los artilugios tecnológicos modernos más recientes y grandiosos, el resultado es el mismo. No sólo creemos que más grande y espectacular es mejor, verdaderamente lo anhelamos y generalmente no nos detendremos ante nada para justificarlo.
Cuando buscamos tecnología para nuevos proyectos de manufactura, lo queremos todo. Parece estar en nuestra naturaleza. El equipo no sólo debe producir partes buenas y precisas rápidamente, sino que debe verse bien al hacerlo. Queremos, o necesitamos, equipo que sea más grande, espectacular y mejor que la tecnología de nuestros competidores.
En estos días los manufactureros tienden a la producción esbelta, y la competencia es intensa. El ambiente es vertiginoso, está carente de mano de obra y desesperado. Todos estamos tratando de hacer más con menos y en menos tiempo, y cuando buscamos una tecnología que ayude a aliviar algo de presión, usualmente gana una reacción emocional y no una respuesta razonada.
En lugar de dejarnos llevar por el instinto visceral y por nuestra necesidad de la solución más resplandeciente, debemos tratar de usar una estrategia metódica, calculada.
Todos los factores que entran en juego en una operación de doblado dependen de la aplicación en sí. ¿Usted tiene unos cuantos radios de doblez y un pequeño número de diámetros exteriores de tubo, o prevé una gran variedad de dobleces? ¿Son simples o complejos? ¿Cuál es el número total de partes terminadas que espera producir en una semana, en un mes o en un año?
Estos factores, entre otros, rigen las opciones y el diseño del herramental. Dicho de manera simple, el herramental común y corriente ofrece poca versatilidad con pocas opciones, pero es un primer buen paso si su aplicación puede ser formada de esta manera. Los diseños más complejos tienen ventajas, pero demasiada complejidad puede afectar adversamente el éxito de la operación de doblado.
Aplique algo similar a su máquina dobladora. Su función principal es brindar una plataforma rígida y estable para el herramental. Además ayuda a sujetar el tubo proporcionando la presión necesaria. Sin embargo, no se equivoque. Toda la presión del mundo no puede compensar un herramental mal diseñado. De hecho, demasiada presión destrozará el herramental. La pieza de trabajo dicta el diseño del herramental y la selección de la dobladora, y todo debe concordar bien o éstos simplemente no funcionarán conjuntamente para producir partes con éxito.
Historias sobre herramental
Todas las operaciones de doblado de tubos dependen del herramental. Aun cuando la mayoría de las aplicaciones pueden ser formadas con herramental básico de doblez y métodos simples, muchas no. Es esencial mediante el análisis apropiado de las aplicaciones hacer corresponder el tipo y el diseño del herramental con los requerimientos de la pieza de trabajo.
El hacer corresponder el método de doblado, las características de la dobladora y el tipo de equipo con los requerimientos del tubo le ayudará a evitar costosos errores y pesadillas de producción. Concéntrese en el hecho de que el doblado exitoso de tubo es una operación compleja debido a las variables continuamente cambiantes que deben ser manipuladas en una fórmula factible. Dicho de manera simple, mientras más difícil sea el problema, más simple debe ser la solución.
Asuma que se ha determinado que el doblado por estirado rotatorio (mandril) es el mejor método para su aplicación. Para ponerle a esto la base correcta, usted debe familiarizarse al menos con algunos de los errores con respecto al equipo de doblado.
Su aplicación determina los criterios básicos para la dobladora, y la manera más factible y rentable de producirla. Estos criterios incluyen lo siguiente:
- Tamaño y espesor de la pared de la pieza de trabajo
- Materiales que se van a doblar
- Número de dobleces en la parte
- Proximidad de los dobleces entre sí (distancia entre dobleces, en caso de existir)
- Plano de relación de dobleces entre sí
- Ritmos de producción
- Tolerancias de la parte terminada (como para adelgazamiento de la pared, ovalidad, y dimensiones de punta a punta)
- Radio de línea central de los dobleces
- Costo inicial del equipo (más capacitación, servicio, soporte, partes de reparación, y herramental)
- Rendimiento de la inversión
Tenga en mente que la dobladora necesita tener suficiente potencia para el trabajo y suficiente finura para alinear el herramental correctamente para hacer el trabajo, y debe tener ambas en igual medida. Una máquina con sus superficies de montaje de herramientas desajustadas será menos productiva, y si no se corrige, arruinará el herramental.
En este caso, más grande no necesariamente es mejor. Más grande podría ser más fuerte y más rígido, brindando así una plataforma más estable para sostener el herramental en alineación, pero si no toma en cuenta la configuración de partes con dobleces múltiples, puede meterse en problemas con la interferencia de máquina/arte si la máquina tiene un bastidor y una plantilla grandes. Además, adaptar herramental con diámetro exterior pequeño a una dobladora de gran capacidad tiene una desventaja sustancial de costo.
Aspectos básicos de las dobladoras
Tenga muy claro cuáles son los requerimientos presentes y futuros. Obviamente, la elección de la máquina diferirá radicalmente de un ambiente de taller por trabajos a una célula de producción completamente automatizada.
No se necesita una máquina CNC si usted está haciendo partes simples de un solo doblez. Si las partes no tienen más que un radio de línea central, no es necesario apilar múltiples juegos de herramientas en la máquina. Una excepción a esto sería si los dobleces tienen poca o ninguna distancia de tubo recta entre dobleces y usted necesita apilar el herramental para facilitar el doblado sin cambio de herramental.
Las características de la máquina afectan el costo del equipo, por lo que asegúrese de que sean necesarias. Recuerde, mantenga el sistema lo más simple posible.
Antes de hacer una compra, sepa a dónde ir por soporte, servicio, reparación de partes y capacitación de los operadores, no sólo durante la selección de la máquina sino también después de la venta. Familiarícese con la documentación recibida al momento de la compra y qué tan precisa y útil es esta documentación para el departamento de mantenimiento.
El conocimiento es poder cuando se considera equipo usado. Si usted no sabe qué está buscando, encuentre a alguien que sí lo sepa. Gastar dinero en un consultor no es una mala idea si se enfrenta a marcas y modelos desconocidos. El comprar un boleto de avión es más barato que reemplazar el ancla de una embarcación.
Lo esencial es que usted invertirá una cantidad sustancial de dinero, así que haga su tarea, gaste el dinero una vez, y gástelo bien. Una buena investigación es una inversión, mientras que un gran gasto impulsivo es un desastre.
Más sobre herramental
No todo el herramental de doblez por estirado rotatorio se crea igual. Es absolutamente vital que usted aprenda a hacer el mejor uso de su presupuesto para herramental. Si usted no entiende el proceso de doblado, el equipo de doblado, y los planos de partes, no debe tratar de adquirir herramental de doblez. Deje este trabajo a un profesional experimentado.
Las variables que afectan el diseño del herramental son numerosas. La confusión aumenta exponencialmente si la persona que está reuniendo cotizaciones supuestamente comparativas no usa información adecuada y no tiene la suficiente experiencia para evaluar competentemente las opciones de herramental sugeridas. Puede ser desastroso irse por el herramental de menor precio que no tiene versatilidad; puede ser igualmente desastroso pensar que más grande y espectacular es mejor.
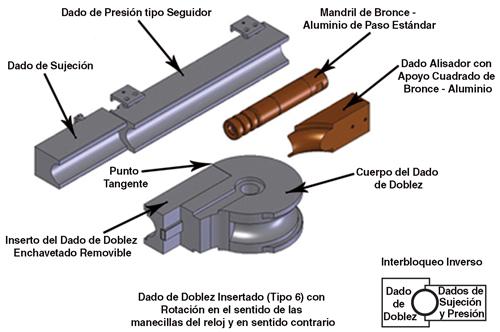
El herramental de doblez por diseño puede ser tan simple o elaborado como la aplicación para la cual está destinado (vea la Figura 1). Como una regla básica de diseño, el herramental versátil es más costoso de diseñar y de producir.
El dado de doblez puede ser tan simple como el de una pieza tipo 2 (vea la Figura 2), el dado disponible más rentable. Sin embargo, sus limitaciones pueden ser un problema para algunas configuraciones de partes.
La principal limitación de esta configuración es que el área de agarre del dado no es removible, por lo que la longitud de agarre está establecida y no es ajustable. La ventaja es que este dado es rentable y robusto. En caso de que el dado se construya con una longitud de agarre, por ejemplo, cuatro veces el diámetro del tubo (4D), ésta sería la longitud recta mínima de tubo que podrían tener dos dobleces adyacentes. Generalmente, la siguiente opción que la mayoría de los fabricantes considera es acortar la longitud de agarre para versatilidad sin aumento del costo.
Conforme se reduce la longitud de agarre, la cantidad de presión requerida para sostener el tubo de manera segura aumenta, lo cual puede causar marcado de la superficie del tubo y aumentar el desgaste del herramental. En el caso de agarres muy cortos, puede maquinarse una superficie rasposa en la superficie acanalada del tubo. Éstos pueden ser dientes radiales finos o toscos (ranuras direccionales reforzadas). Muchos grados de recubrimientos cerámicos aplicados con flama también son comunes en la ranura de tubo de los agarres.
Un patrón de moleteado cónico maquinado provee un agarre óptimo sin el marcado radial típicamente asociado con los dientes. Una desventaja de estos acabados de agarre es el costo. Otra es un mayor desgaste del dado, debido a que el dado agarra el tubo con menos área superficial. Es una mejor opción considerar un diseño de dado de doblez que tenga áreas de agarre roscadas y removibles, como los dados tipo 1 y tipo 6.
La primera vez que tenga que reemplazar un dado completo de doblez debido a que los dientes en la ranura del tubo del agarre no removible se están desgastando, generalmente será la última vez que usted permita que esto pase. Note que la característica opcional de alineación con interbloqueo inverso mostrada en la Figura 1 puede agregarse a todos los diseños de herramientas mostrados. La ventaja es obvia, como lo es un aumento comprensible en el costo. Note la construcción simple del dado tipo 1, también llamado dado de carrete insertado (vea la Figura 2). Éste es más barato de hacer que el dado tipo 6. La diferencia en estos dos diseños es una cuestión de soporte. En el dado tipo 1, al menos dos tercios de la longitud del agarre removible deben ser soportados desde el cuerpo del dado de doblez. Un dado tipo 6 puede soportar la longitud total del inserto si es necesario para una mayor rigidez.
Dicho esto, si el diámetro total del dado de doblez en sí se achica debido a la reducción del radio de la línea central, es soportada una menor parte del inserto. Bajo condiciones extremas, el inserto hasta puede romperse por la presión ejercida desde el dado de sujeción. En esta situación, un dado tipo 6 es la siguiente opción, ya que el inserto es completamente soportado desde el cuerpo del dado de doblez.
Debido a que estos dados tipo 1 y tipo 6 tienen un diseño de agarre removible, el mismo cuerpo de dado de doblez puede usarse para varias longitudes de inserto y acabados, incluyendo abrazaderas compuestas para sujetar un doblez previo cuando no se cuenta con parte recta. En armarios de herramientas bien surtidos, se diseña un inventario grande de, por ejemplo, cuerpos de dado de doblez de 2.0 pulgadas de diámetro exterior con diferentes dimensiones de radio de línea central, para aceptar todas las longitudes y acabados de insertos de dado de doblez presentes y futuros.
El costo inicial por herramienta es mayor, pero el ahorro en costo por no tener que comprar insertos múltiples de la misma longitud para cada cuerpo de dado de doblez y la intercambiabilidad del herramental pueden compensar el costo inicial más alto.
Seleccionando un sistema de doblado
El tipo de dobladora que elija afecta sustancialmente el costo y el diseño de su dado de doblez. La mayoría de las máquinas de estirado rotatorio, con excepción de algunos diseños de apilamiento, están diseñadas para tener una altura de línea central estándar para el juego de herramientas.
El término altura de la línea central se define mejor como la dimensión, medida verticalmente, desde la superficie de la máquina (o saliente del dado) que el dado de doblez sube hacia el punto central de la ranura del tubo.
Esto significa varias cosas con respecto al diseño de herramientas. Primero, la altura de la línea central establece la altura total de la herramienta en sí. Además, el dado con frecuencia debe ser simétrico con respecto a su línea central, lo cual a su vez significa una pieza mayor de material para el dado.
La mayoría de las dobladoras por estirado rotatorio operan en el sentido de las manecillas del reloj o en sentido contrario, conforme doblan el tubo. Es común para la configuración de una parte doblada dictar la rotación requerida para formar el tubo sin interferencia de máquina/parte (una coalición del tubo con la dobladora). En situaciones extremas, puede requerirse una dobladora en el sentido de las manecillas del reloj y una en sentido contrario. En ambos casos, el herramental debe ser reversible y tener montaje de máquina (escariado y chavetas de accionamiento) en la parte superior y en la parte inferior. Algunas máquinas especializadas doblan en el sentido de las manecillas del reloj y en sentido contrario. Dichas máquinas son sumamente sofisticadas, y costosas en consecuencia.
Otra forma en que la altura de la línea central afecta el diseño y el costo del dado tiene que ver con la rigidez del dado de doblez montado en la dobladora. Una regla general es que si el radio de la línea central del dado de doblez es igual o menor que la altura de la línea central del dado de doblez, se verá en riesgo la estabilidad del dado de doblez bajo carga en el ciclo de doblez.
La solución típica de diseño para esto es incorporar una plataforma integral en el dado para darle una base de diámetro mayor en la máquina. En varias situaciones, incluso puede ser necesario atornillar el dado a la dobladora mediante esta plataforma además del montaje estándar de espárrago del dado de doblez de la máquina. Mientras más cerrado sea el radio de la línea central y mientras mayor sea el diámetro del tubo, peor será esta condición. El mayor número de opciones que debe tener el dado de doblez no sólo aumenta sustancialmente su costo, sino que además puede afectar adversamente su diseño y causar falla y ruptura prematuras.
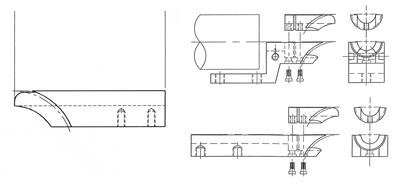
Considere la posibilidad de que un dado de doblez necesite una plataforma debido a un radio de línea central estrecho en comparación con la altura de la línea central. Éste debe apilarse (para una aplicación con más de un radio de línea central) o ser reversible para rotación dual (en el sentido de las manecillas del reloj y en sentido contrario). Además, imagine que este tubo hipotético que requiere doblarse tiene dos dobleces adyacentes entre sí sin tubo recto para sujeción. Esto significa que este dado necesita un inserto removible que debe extenderse al punto tangente del dado de doblez (el punto donde acaba el área de agarre y empieza el área de doblez), debido a la sujeción compuesta requerida para el segundo doblez en el siguiente juego de herramental apilado en la parte superior.
Por último, pero no menos importantes, entran en juego en este escenario otras dos cuestiones. Conforme aumenta el diámetro del tubo, disminuye el radio de la línea central, y la pared del tubo se hace más delgada. No sólo se requieren mandriles internos de bolas múltiples, sino que también se necesita un dado alisador para evitar que el tubo se arrugue (vea la Figura 3).
Ahora veamos la configuración hipotética de la herramienta. Conforme el dado de doblez gira para formar un doblez, el tubo que sobresale de las abrazaderas gira hacia el deslizador y la abrazadera de la máquina sujetándolo. Con base en el grado máximo de doblez en la parte, la parte trasera del dado de doblez y su inserto deben maquinarse con suficiente holgura para evitar la coalición que ocurriría. En situaciones severas, el deslizador y/o la abrazadera del deslizador de la dobladora necesitarían quitarse también en esta área.
El material extra y las horas máquina gastadas en quitar todo ese material de la sección del dado de doblez que chocaría con el dado deslizante aumentan el costo, por supuesto, pero he aquí el verdadero problema: la remoción de material de la parte trasera del dado o inserto hace que el dado de doblez cueste más y al final de cuentas resulta en un dado de doblez más pequeño, menos estable y más frágil que tiene más probabilidades de fallar (y probablemente en el peor momento posible).
Evite el error común de diseñar estos problemas en su herramental. El diseño de herramental debe incluir esto sólo cuando la aplicación lo demande. Usualmente, aplicaciones especiales que caminan sobre la delgada línea de la factibilidad requieren herramental que haga lo mismo. Antes de pedir con toda tranquilidad todos los accesorios extras al comparar cotizaciones de herramental, considere primero la solución más simple para sus necesidades. Base el diseño de herramental en la aplicación desde la primera vez, y no hasta el último momento.
Si el personal de adquisición de herramental no tiene suficiente experiencia para comparar las opciones, no entiende las limitaciones de la máquina, y no está familiarizado con todo lo que implica producir buenos dobleces, las selecciones de herramental no serán tan buenas como podrían serlo. Es algo que hay que tener en mente antes de tomar decisiones en el mundo real o simplemente usar la línea de pensamiento “más grande, espectacular y por lo tanto mejor?.
About the Author
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

2
Nuevas herramientas contribuyen a operaciones de prensa más inteligentes

3
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

4
La sierra de doble carro sigue los contornos del tubo perfectamente

5
Máquina de corte por láser diseñada para el mercado mexicano
